


Steel Rebar Thread Rolling Machine
- We belong to the source factory
- High quality products are trustworthy
- Complete range of specifications
- Customization supported
Description
The fully automatic electric Steel Rebar Thread Rolling Machine is an intelligent device with digital control and display operation designed for the automatic threading of prestressed steel bars. It completes rib stripping and thread rolling in one operation, ensuring a complete and precise thread profile with high dimensional accuracy, providing a strong guarantee for the installation of straight thread steel bar sleeves. In addition, it can generate right-handed threads and left-handed threads.
Product Technical Parameters:
Steel bar processing diameter range: D14mm – D40mm
Processing steel bar length: 80 mm
Rolling angle: 60 °/75 °
Spindle speed: 76 r/min
Thread roller diameter: 79mm/71mm/61mm
Pitch: 2.5mm/3.0mm
Voltage: 380V/220V
Main motor power: 7.5KW (100% pure copper motor)
Total power: 7.5KW
Equipment weight: 600 kg
Dimensions (L × W × H): 1500 × 850 × 1300 mm

Product features:
Environmental Adaptability:
The fully automatic steel rebar thread rolling machine is suitable for complex and harsh environments. The entire threading process is operated via a display screen, which frees up manual labor, avoids environmental impacts on project progress, improves production efficiency, and is more energy-efficient and environmentally friendly.
Integrated Functionality:
The steel bar thread rolling machine can also be equipped with a cold-cutting saw, enabling rapid trimming and cutting to length of steel bars directly on the thread-rolling machine—this is more efficient than the conventional method of trimming and cutting steel bars individually.
Fully automatic steel bar threading machines are available in two types: pneumatic fully automatic threading machines and electric fully automatic threading machines.
Diverse Models
In the past, existing steel bar thread rolling machines required manual placement of steel bars into position, manual clamping, and subsequent manual movement of the machine itself. To achieve fully automatic processing of steel bar threads, it was necessary to implement functions such as automatic positioning, clamping, and movement for thread rolling. The fully automatic electric threading machine resolves this issue.
Product Advantage:
- It has a simple and fast process, and can be prefabricated;
- No open flame operation, no environmental pollution;
- Reliable performance, uninterrupted construction, saving a lot of steel and energy;
- Using Steel Rebar Thread Rolling Machine, each steel bar joint takes about one minute. Shortened the construction period of the structure and achieved industrialized and civilized construction;
- Heavy body weight
The overall board is thickened, theoperation of the machine body isstable, it is not easy to shake, andthe service life is long.

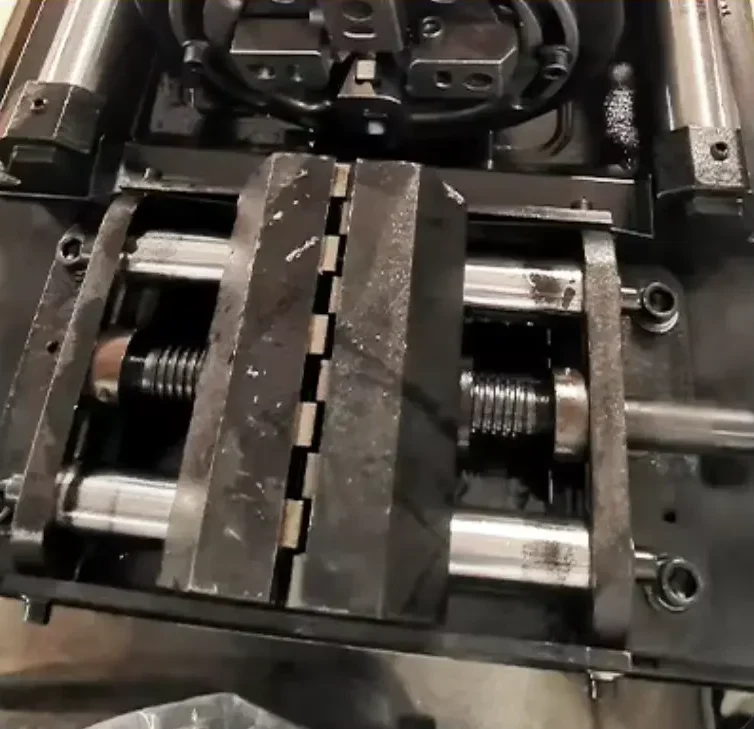
High Strength Jaw

Galvanized sliding shaft not easy to rust
The bearing sleeve is stable anddoes not run out of material. Thesteel bar pops out easily and theoperation is simple

- Strip ribs and roll thread integrated switch
Sharp and wear-resistant ribstripping knife rolls silk accuratelyand quickly


Product operation method
1、Preparation before processing
- Steel Rebar Thread Rolling Machine Connect the power cord and grounding wire as required, and connect the power supply. The power supply is a three-phase 380V-50Hz AC power supply. To ensure personal safety, please use an automatic switch with leakage protection function.
- Add sufficient soluble coolant to the coolant tank (it is strictly prohibited to add oil-based coolant)
2、Empty car test run
- Connect the power supply. Check if the cooling water pump is working properly.
- Operate the button and check if the electrical control system is working properly.
3、 Adjustment before processing
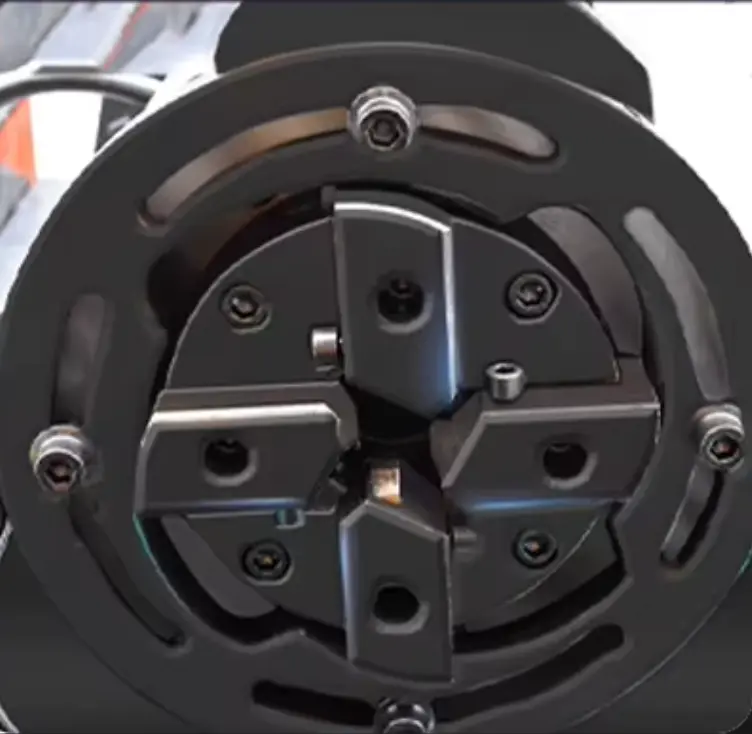
- According to the diameter of the processed steel bars, replace the rolling wheel that is suitable for the processing diameter.
- After the rolling wheel is adapted to the processing diameter, insert the tool holder that is adapted to the steel bar into the center of the rolling head, adjust the rolling wheel to make contact with the tool holder, extract the tool holder, tighten the screw, and press the gear ring tightly to prevent it from moving.
- For equipment with fixed positioning disks, according to the diameter of the processed steel bars, exchange the positioning disks that are suitable for the processing diameter (the processing diameter is printed on the positioning disks). For devices with adjustable positioning disks, adjust them to the corresponding scale according to the positioning disk scale. When the rib stripping knife wears out, it also needs to be fine tuned.
- According to the specifications of the processed steel bars, adjust the position of the rib stripping stroke block to ensure that the rib stripping length meets the required value.
4、 Steel bar clamping
Install the steel bars to be processed onto the centering jaws, aligning the extended length with the end face of the rolling head stripping blade at the starting position, and then tighten the handle.
5、operating process
- Connect the power supply of the steel bar straight thread rolling machine, open the cooling water valve, press the forward rotation start button, and the feed handle can be rotated to feed in the direction of the workpiece for cutting. When the rib stripping length reaches the required level, the rib stripping knife will automatically open. Rotate the handle to continue feeding and achieve thread rolling. When the rolling wheel comes into contact with the steel bar, be sure to apply force and rotate the spindle once. Axial feed of one pitch length, when the feed reaches a certain level, automatic feed can be achieved until the entire rolling process is completed and the machine automatically stops. Press the reverse start button to achieve automatic tool retraction.
- After the automatic retraction of the steel bar straight thread rolling machine is completed, rotate the feed handle clockwise to retract the rolling head to its initial position, and the rib stripping knife will automatically reset. Remove the processed workpiece.
- The thread length is checked with a threaded ring gauge. If the error is within the range, it is qualified. At the same time, the thread size is checked with a thread go/no-go gauge. If the go gauge can be screwed in and the no-go gauge cannot be screwed in or cannot be completely screwed in, it is qualified.
- When rolling reverse threads, first interchange the positions of any two of the thread rolling wheels in the rolling head; then interchange the positions of the front and rear of the limit switch pressure block while ensuring the stroke remains unchanged.
- When rolling the reverse thread, press the forward start button, rotate the feed handle to feed towards the workpiece to achieve cutting. When the rib stripping length meets the requirements, the rib stripping knife will automatically open and stop feeding. At this time, press the stop button to stop, then press the reverse button, the rolling head will rotate in the opposite direction, and the control handle will continue to feed, and the reverse thread can be rolled. When the rolling wheel comes into contact with the steel bar, force must be applied. And make the main shaft rotate once, axially feed one pitch length. When the feed reaches a certain extent, automatic feed can be achieved until the entire rolling process is completed and the machine stops automatically. Press the forward start button to achieve automatic tool retraction.
Precautions for using steel bar straight thread rolling machine
- Water-soluble coolants must be used as the cooling liquid, and oily coolant is strictly prohibited, let alone ordinary lubricating oil.
- It is strictly prohibited to roll and process threads without coolant.
- The end of the steel bar to be processed should be flat and must be cut with a toothless saw. And within a length range of 500mm at the end, it should be round and straight, without bending, and it is not allowed to directly process the end of the gas cutting or cutting machine.
- During initial cutting, the feed should be uniform and avoid sudden advances to prevent the blade from cracking.
- The slide and slider should be cleaned and oiled regularly.
- Iron filings should be cleaned up in a timely manner.
- Clean the coolant tank every two weeks.
- The reducer should be regularly refueled to maintain the specified oil level.
- The rolling machine should be regularly maintained.
- The casing of the machine tool must be reliably grounded before use.
Product processing effect


Partial cooperation cases



