قارنة قارنة حديد التسليح بمكبس البثق على البارد عالي القوة
أداء موثوق: يوفر وصلات قوية ومتناسقة مع مقاومة ممتازة للإجهاد في الهياكل الخرسانية المسلحة.
مجموعة واسعة من التطبيقات :قارنة متعددة الاستخدامات مناسبة لمختلف الأقطار وظروف البناء.
المشاريع القابلة للتطبيق: حل توصيل حديد التسليح الموثوق به للجسور والأنفاق والمباني الشاهقة ومشاريع البنية التحتية الكبيرة.
الوصف
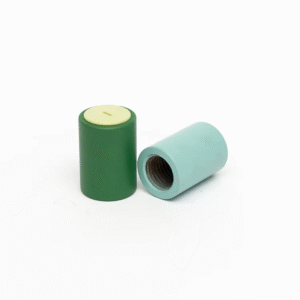
Anda عالي القوة Anda قارنة قارنة حديد التسليح بمكبس البثق على البارد مصنوعة من الفولاذ الهيكلي الكربوني 20 عالي الجودة وتتميز بخصائص قوة عالية، مما يتيح لها توصيل قضبان حديد التسليح بأقطار تتراوح من 16 إلى 40 مم. إنها الحل المثالي لتوصيل قضبان حديد التسليح المضلعة بسرعة.
تُستخدم قارنة حديد التسليح بالضغط على البارد على نطاق واسع في بناء الجسور والأنفاق ومشاريع السكك الحديدية عالية السرعة ومشاريع البنية التحتية الأخرى.
مواصفات المنتج
| قارنة قارنة قضبان حديد التسليح بمكبس البثق على البارد | |||||
| الحجم | دياميتر | السُمك | الطول | الوزن (كجم/قطعة) | المواد |
| 12 | 24 | 5 | 100 | 0.23 | س 345 ب |
| 14 | 27 | 5 | 100 | 0.31 | س 345 ب |
| 16 | 30 | 5 | 120 | 0.37 | س 345 ب |
| 18 | 34 | 5.4 | 120 | 0.46 | س 345 ب |
| 20 | 36 | 5.6 | 120 | 0.53 | س 345 ب |
| 22 | 40 | 6.4 | 130 | 0.714 | س 345 ب |
| 25 | 45 | 7.5 | 160 | 1.010 | س 345 ب |
| 28 | 50 | 8 | 180 | 1.480 | س 345 ب |
| 32 | 56 | 9 | 190 | 2.000 | س 345 ب |
| 36 | 63 | 11 | 210 | 3.200 | س 345 ب |
| 40 | 70 | 12 | 240 | 4.300 | س 345 ب |
المواصفات الفنية والأداء الفني
قوة الشد : قوة الشد :أكبر من أو تساوي 1.10 مرة القوة الفعلية أو القوة القياسية لقضيب التسليح.
أداء التعب والإرهاق :أداء ممتاز في 2 مليون اختبار قوة إجهاد في 2 مليون اختبار
الأداء في درجات الحرارة المنخفضة :أداء درجات الحرارة المنخفضةاجتاز اختبار درجات الحرارة المنخفضة عند درجة حرارة منخفضة -40 درجة مئوية;
مزايا المنتج:
- حيادية، وأداء مستقر، وقوة وصلة توصيل عالية;
- سهولة التشغيل، والسرعة العالية، وتحسين كفاءة العمل;
- لا ينتج عنها أي شرر أو غازات سامة، مما يجنب تلوث الهواء وتلف الصفائح المقاومة للماء، ويقلل من احتمالية نشوب حريق;
- يتميز الغلاف بصغر حجمه وخفة وزنه وكفاءته في استهلاك الطاقة واقتصاده في استهلاك الطاقة، ويمكن شراؤه وإعداده بكميات كبيرة;
- يوفر الصلب وله فوائد اقتصادية جيدة.
مقارنة المنتج:
| البُعد | قارنة قارنة حديد التسليح بمكبس البثق على البارد | جلبة الخيط المستقيم | الوصلة الملحومة التقليدية |
| مبدأ الاتصال | تشوه البلاستيك عالي الضغط يجبر الغلاف على الإمساك بأضلاع حديد التسليح | تكون أطراف حديد التسليح ملفوفة على البارد بخيوط مستقيمة ومثبتة ببراغي في الأكمام | يصهر القوس المعدن الأصلي والقطب الكهربائي لتشكيل درز اللحام |
| القوة المشتركة | 1.05-1.15 × 1.05 × قوة القضيب الأصلي، ليونة ممتازة | ≥ 1.1 × قوة القضيب الأم، ومردود أعلى قليلاً | 0.85-1.0 × القضيب الأم، خطر الفشل الهش |
| اتساق الجودة | تشكيل بخطوة واحدة، جودة محكومة بالضغط الهيدروليكي - مستقرة للغاية | تهيمن دقة الموضوع؛ المزيد من المتغيرات الميدانية | يعتمد بشكل كبير على مهارة عامل اللحام، واستقرار التيار، والطقس |
| الكفاءة الميدانية | 20-40 ثانية لكل مفصل، بدون وقت تبريد | 45-60 ثانية للربط في الموقع + 15 ثانية للربط بالبراغي | 3-8 دقائق بما في ذلك التسخين المسبق واللحام والتبريد |
| تكلفة المعدات | المضخة الهيدروليكية والقوالب والفكوك - نفقات أولية عالية | ماكينة الخيوط + الأكمام - معتدلة | ماكينة لحام، وكابلات، وغاز - أولية منخفضة |
| ظروف الموقع | لا يوجد لهب/شرر مكشوف، يعمل في الأنفاق أو المطر | لا يوجد لهب، ولكنه يحتاج إلى طاقة لآلة الخيوط | يتطلب حماية من الرياح/المطر ومراقبة الحرائق |
| تناسب المواد | القضبان المضلعة المدرفلة على الساخن HRB400/500 | HRB400/500؛ فولاذ عالي القوة يحتاج إلى التحقق | أي حديد تسليح قابل للحام تقريبًا، ولكن حساس للسبيكة |
| طرق الاختبار | اختبار الشد البصري + اختبار الشد العشوائي | اختبار الشد البصري + اختبار الشد العشوائي | بصري، UT، RT، الشد |
| المتانة على المدى الطويل | لا توجد منطقة متأثرة بالحرارة، ومقاومة فائقة للإجهاد والتآكل | لا توجد منطقة متأثرة بالحرارة، ومقاومة فائقة للإجهاد والتآكل | تقصف HAZ، وانخفاض عمر الكلال |
| التكلفة الإجمالية | ارتفاع استهلاك المعدات، وانخفاض المواد المستهلكة - اقتصادية في الكميات الكبيرة | معدات متوسطة، تكلفة كم أعلى | عمالة/مستلزمات استهلاكية عالية، وتكلفة استهلاكية منخفضة لكل مفصل |
المواد الخام للمنتجات والعمليات
1、المواد الخام: يتم استخدام فولاذ ML35، الذي يتميز بخصائص تشغيل على البارد ممتازة ونقاء عالٍ، مما يجعله المادة السائدة والمفضلة. وهو مناسب لمعظم مواصفات أكمام توصيل حديد التسليح.
2、عملية التصنيع : عملية التصنيع
- التقطيع: قطع لفائف أو قضبان ML35 بدقة إلى قضبان أسطوانية ذات وزن وأبعاد محددة.
- التلدين الكروي: المعالجة الحرارية للقضبان لتليين هيكلها وتحسين اللدونة بشكل كبير، وتهيئتها للبثق.
- الفوسفات و التصبن: من خلال الغسيل الحمضي، والفوسفات، والتشكيل الفوسفاتي، والتشكيل الصابوني، وتشكيل طبقة تشحيم صلبة فعالة على سطح القضبان.
- التشكيل بالبثق على البارد: تحت ضغط هائل، يخضع الفراغ المشحم لتدفق بلاستيكي داخل تجويف القالب لتشكيل مقاطع أسنان دقيقة في عملية واحدة.
- التصنيع الآلي: يتم تدوير فراغ الغلاف المبثوق لإنتاج أوجه طرفية دقيقة ودوائر خارجية وشُطَب توجيهية.
- المعالجة الحرارية بالتبريد والتلطيف: تخضع الأكمام للتبريد متبوعًا بالتبريد والتلطيف بدرجة حرارة عالية لتحقيق مزيج من القوة العالية والصلابة العالية.
- المعالجة السطحية: يتم تطبيق طلاء الزنك أو طلاء Dacromet للحماية من التآكل لتلبية متطلبات التخزين في الموقع.
- الفحص والتعبئة والتغليف: تخضع المنتجات النهائية لاختبارات صارمة للأبعاد والصلابة وأداء عزم الدوران. يتم تغليف المنتجات المؤهلة وتخزينها في المستودع.
مراقبة الجودة والاعتماد
لقد تم اعتماد كل منتج من منتجاتنا من قبل هيئات مهنية موثوقة، ونعدك بأن جميع خدماتنا عالية الجودة ستمنحك راحة البال.

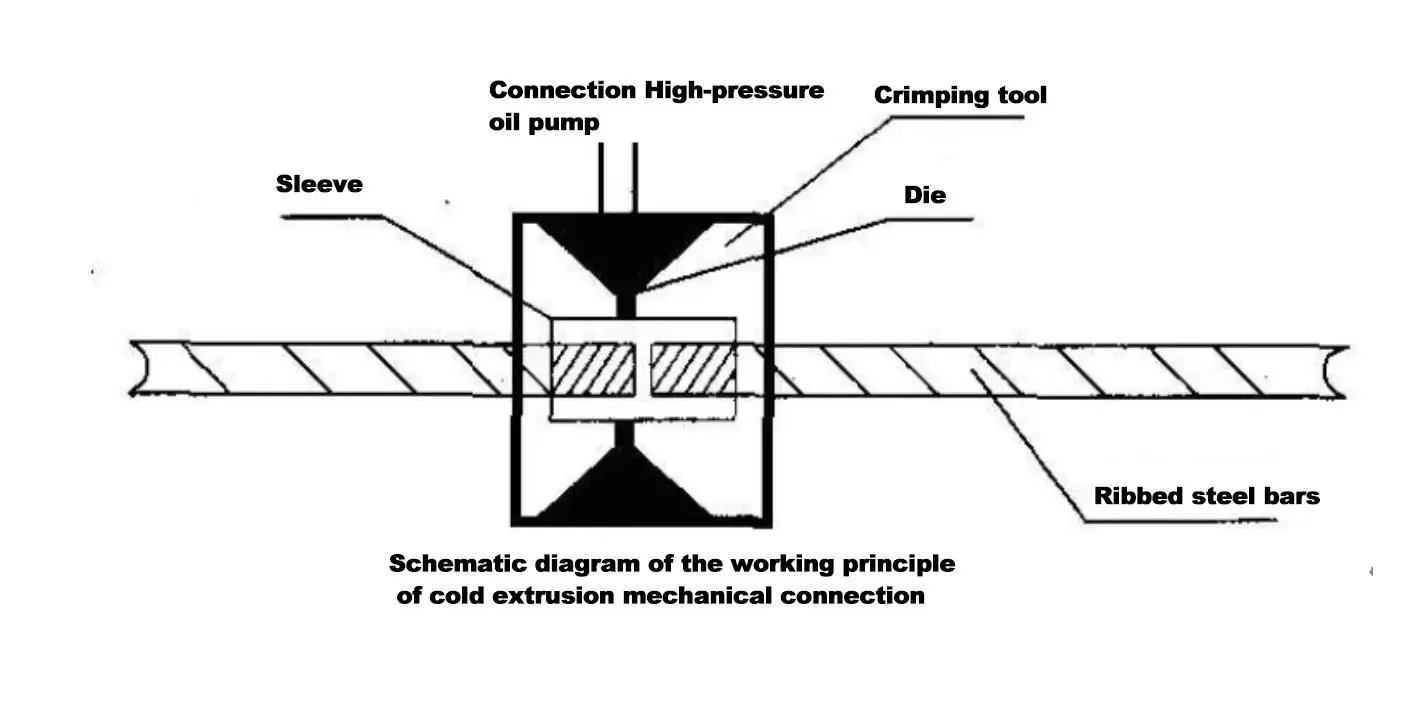
مبدأ العمل
إن قارنة قارنة حديد التسليح بمكبس البثق على البارد التوصيل هو الضغط على الغلاف من خلال ماكينة البثق على البارد لربط قضيبي التسليح. وفي الوقت نفسه، يتم توصيل قارنات حديد التسليح الملولبة بقضيبين فولاذيين عن طريق شد القضبان الفولاذية بالجلبة بملقطين من الأنابيب. ويتم التوصيل بالبثق على البارد بإدخال طرف القضيب الفولاذي الذي يحتاج إلى التوصيل في الغلاف الفولاذي الخاص، والذي يجب أن يكون قضبان فولاذية مضلعة. ثم يتم ضغط الأكمام الفولاذية بواسطة آلة البثق على البارد لحديد التسليح لإنتاج تشوه بلاستيكي، والذي يمكن أن يحقق التوصيل بين الغلاف الفولاذي المشوه وقوة التثبيت الميكانيكية للتعزيز الفولاذي المضلع.
تُستخدم طريقة توصيل القضبان الفولاذية هذه بشكل عام في قضبان حديد التسليح ذات المستوى Ⅱ ومستوى Ⅲ بقطر 16 مم إلى 40 مم، وكذلك قضبان الصلب المعالجة حرارياً. يمكن تقسيمها إلى بثق شعاعي وبثق محوري.
تعليمات التثبيت
1 、 1 、 وضع العلامات وتحديد المواقع
ضع علامة طلاء حمراء على بعد 100 مم من طرف القضيب الفولاذي المراد توصيله. ثم، ضع علامة فحص عند نقطة 1/2 طول الجلبة من نهاية القضيب الفولاذي. تأكد من محاذاة طرف القضيب الفولاذي مع العلامة بعد إدخاله في الجلبة.
2 、 تركيب الأكمام
أدخل حديد التسليح بسلاسة في الغلاف، مع التأكد من محاذاة محوري حديد التسليح والغلاف، وتجنب الانحراف أو الفراغات. يجب أن يكون عمق الإدخال بحيث تكون نهاية حديد التسليح على بعد ≤10 مم من مركز الغلاف.
3 、 عملية البثق البارد
ابدأ من منتصف الغلاف واضغط باتجاه الطرفين بالتتابع، مع التأكد من توزيع المسافات البادئة بالتساوي. قلل الضغط قليلاً للضغط النهائي.
أثناء الضغط، يجب أن تكون أداة العقص متعامدة على محور حديد التسليح، ويجب أن يتحرك قالب العقص بشكل عمودي على مستوى الأضلاع الطولية لحديد التسليح لضمان وجود المسافات البادئة على الأضلاع المستعرضة.
4 、 فحص الجودة 4 、 فحص الجودة
- الفحص البصري
افحص عمق المسافة البادئة، وتحقق من عدم وجود تشققات أو حواف متوهجة في الجلبة، وتحقق من أن القطر الخارجي للجلبة عند المسافة البادئة يفي بالمعيار. - اختبار أخذ العينات
عندما يتم استيفاء معايير الفحص، قم بتكليف مؤسسة اختبار مؤهلة لإجراء اختبارات عشوائية في الموقع واختبار مؤشرات مثل قوة الشد.

ملاحظات التثبيت
أولاً، قم بضغط الغلاف مع وضع أحد طرفي قضيب التسليح على الأرض لتشكيل قضيب تسليح مغطى. في موقع الربط، قم بضغط الطرف الآخر. أثناء الضغط، تأكد من محاذاة العلامات الموجودة على الأطراف المقطوعة لقضبان التسليح مع الخط المركزي للجلبة;
- يجب أن يبدأ الضغط من الجزء الأوسط من الغلاف ويتقدم بالتتابع نحو كلا الطرفين. يجب ألا يتجاوز الانحراف بين علامات الضغط والنقاط المرجعية 5 مم;
- أثناء الضغط، حافظ على استقامة حديد التسليح. تأكد من بقاء أداة الضغط متعامدة على محور حديد التسليح طوال العملية لمنع حدوث ثني ملحوظ للمفصل;
- بعد وضع حديد التسليح المغطى، افحص بعناية العلامات الموجودة على أطراف حديد التسليح قبل الربط والضغط للتأكد من إدخال كل حديد تسليح في الخط المركزي لمقرنة حديد التسليح بمكبس البثق على البارد;
- يجب ضبط قوة الضغط على القيمة المحددة، ويجب ألا يتجاوز انحراف القراءة على مقياس الضغط 2.0 ميجا باسكال (ملاحظة: يجب ألا يتجاوز ضغط شوط العودة 5 ميجا باسكال، أي يجب أن يكون أقل من 5 ميجا باسكال، وإلا يجب ألا يعود المكبس إلى الأسفل).
قارنات حديد التسليح بمكبس البثق على البارد تثبيت الملحقات الأساسية
 ماكينة ضغط البثق على البارد لحديد التسليح
ماكينة ضغط البثق على البارد لحديد التسليح
مضخة زيت عالي الضغط: يوفر خرجًا مستقرًا من 60-80 ميجا باسكال من الطاقة الهيدروليكية مع تحكم دقيق في الضغط حتى 0.1 ميجا باسكال، مما يوفر “مصدر طاقة” مستمر ولطيف لتشوه البلاستيك.
مشبك هيدروليكي: هيكل المشبك المصنوع من سبائك الفولاذ المطروق مع معالجات حرارية متعددة لضمان قوة تشبيك بوزن 500 طن؛ يستغرق فتح المشبك وإغلاقه 3 ثوانٍ فقط، مما يجمع بين الكفاءة والموثوقية.
الموت: مجموعة القوالب المعيارية، مع أكمام من نفس المواصفات يمكن استبدالها في 15 ثانية؛ أسطح تجويف القالب معالجة بطلاء DLC، مما يطيل عمر الخدمة بمقدار 3 مرات.
خرطوم زيت عالي الضغط: هيكل مضفّر من أربع طبقات من الأسلاك الفولاذية المضفّرة والمقاومة للضغط حتى 100 ميجا باسكال، مع نصف قطر انحناء ≤ 80 مم، ومناسب لمساحات الأنفاق الضيقة.
شركاء أقوياء

حالة المشروع

مشروع خط سكة حديد فو شيا السريع
جسر نهر تشانغ جينغجاو يانغتسي
خط مترو نانجينغ 7



سيناريوهات تطبيق المنتج