


مقرنة نصف جلبة الجص
الوصف
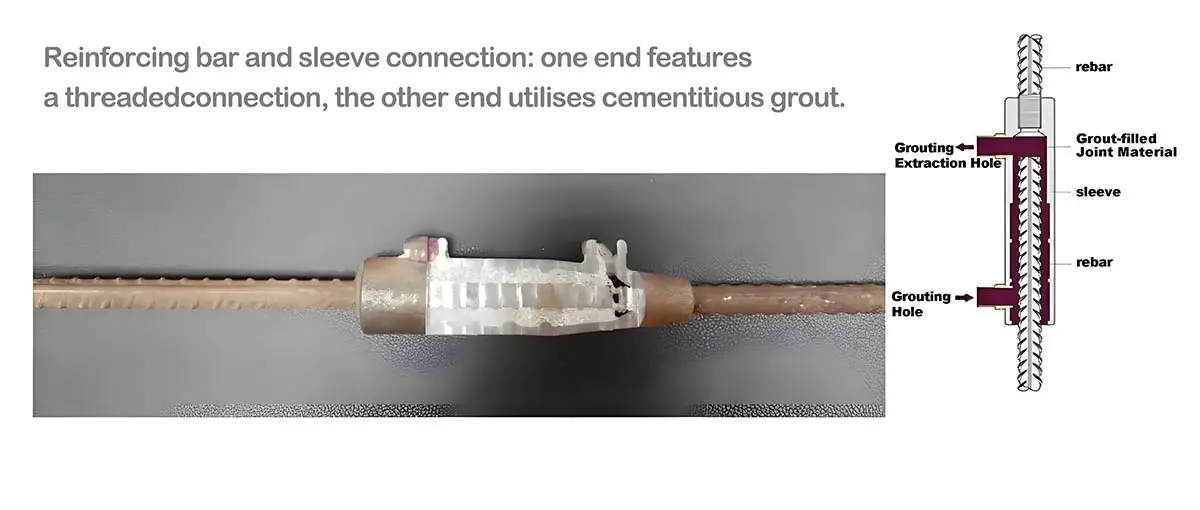
مقرنة نصف جلبة الجص هو نوع من غلاف التسليح الفولاذي.تتألف من جلبة مشغولة خصيصًا ومواد حشو تكميلية وقضبان تقوية كمجموعة مركبة. أثناء عملية توصيل التعزيز، يتم حقن جص سريع التثبيت وغير قابل للانكماش لتحقيق الترابط والتشابك بين التعزيز والجلبة. يوفر هذا النوع من الوصلات أداءً موثوقًا وقابلية تطبيق واسعة وتركيبًا مباشرًا.
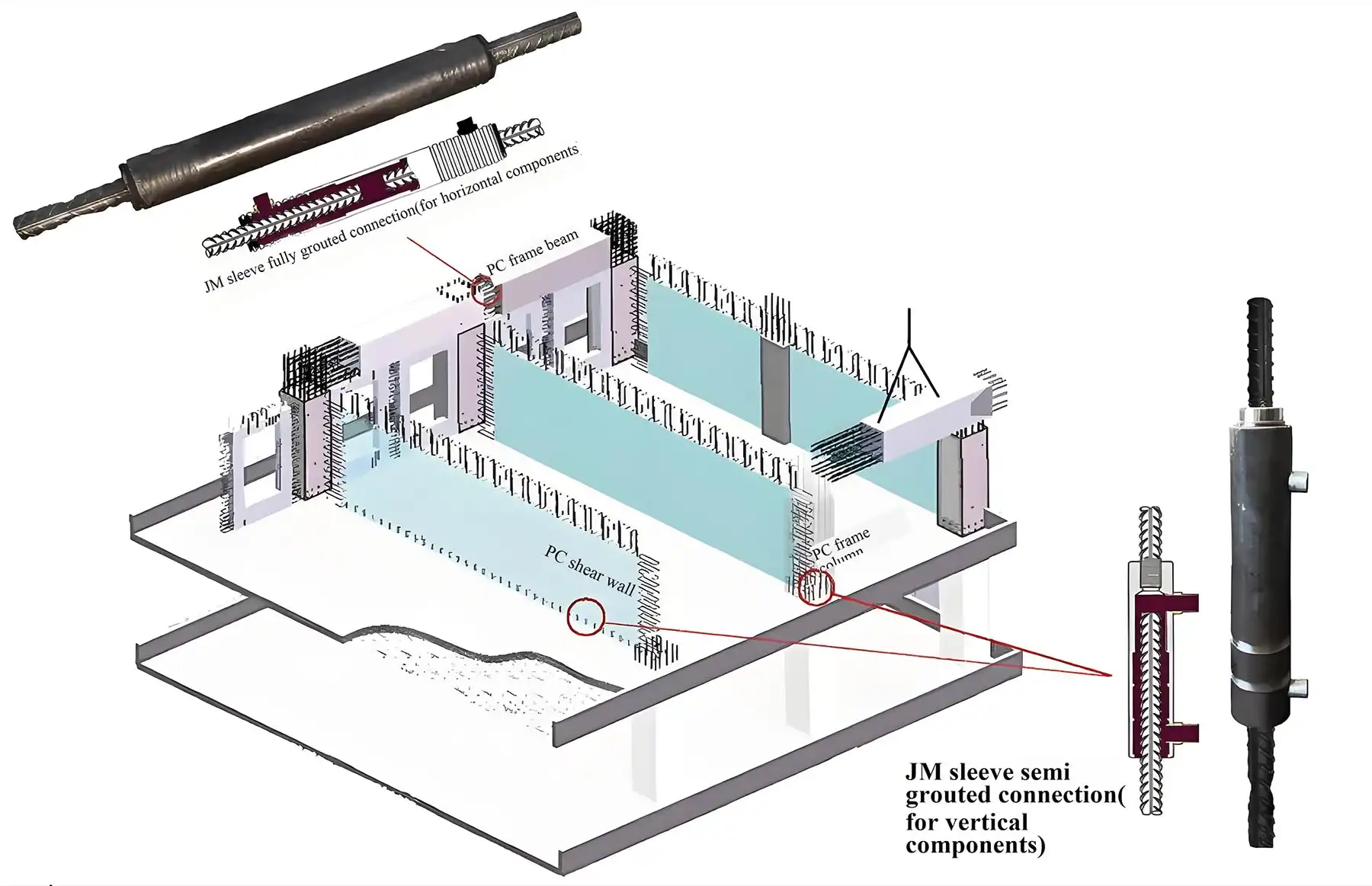
يتم تصنيف قارنة تكميم الجص إلى نوعين: مقرنة نصف جلبة الجص و مقرنة جلبة كاملة الجص. تُطبق تقنية توصيل الأكمام هذه في الهياكل الخرسانية المسلحة، والهياكل الفولاذية، وهندسة الجسور، ومنصات التنقيب عن النفط البحرية، وأبراج توربينات الرياح البحرية.
ميزات قارنة التوصيل نصف جلبة الجص
- يمكن إكمال خمسين في المائة من الوصلات عن طريق الخيوط في المصنع، مما يسهل مراقبة الجودة والتركيب الآمن للأكمام داخل القوالب، وبالتالي زيادة مزايا التصنيع المسبق إلى أقصى حد;
- بالمقارنة مع وصلات الحشو كاملة الأكمام، يقلل ذلك من عدد الركائز المطلوبة في المناطق ذات التسليح الكثيف;
- بالمقارنة مع الحشو الكامل، فإنه يقلل بشكل كبير من استهلاك الجص. عند توصيل قضبان التسليح من نفس الدرجة، يمكن خفض ارتفاع الحشو إلى النصف، مما يقلل بشكل كبير من ضغط الحشو وصعوبات التجزئة مع ضمان جودة الحشو الفائقة. وعلاوة على ذلك، في حالة حدوث نقص في الجص، فإن الوصلة شبه المحشوة في نهايات القضبان تقلل من التأثير على نقل الحمل، في حين أن الحشو الكامل عند أعلى نقطة إجهاد في القضيب يضر بشكل ملحوظ بسلامة الوصلة;
- تتيح الجودة الفائقة للمواد ودقة التصنيع العالية لأكمام الحشو النصفية زيادة قصوى في قيم H-التسليح مزدوجة الصفوف داخل هياكل جدران القص، شريطة الحفاظ على سمك الغطاء الخرساني المطلوب.
معلمة قارنة نصف جلبة الجص نصف الجص
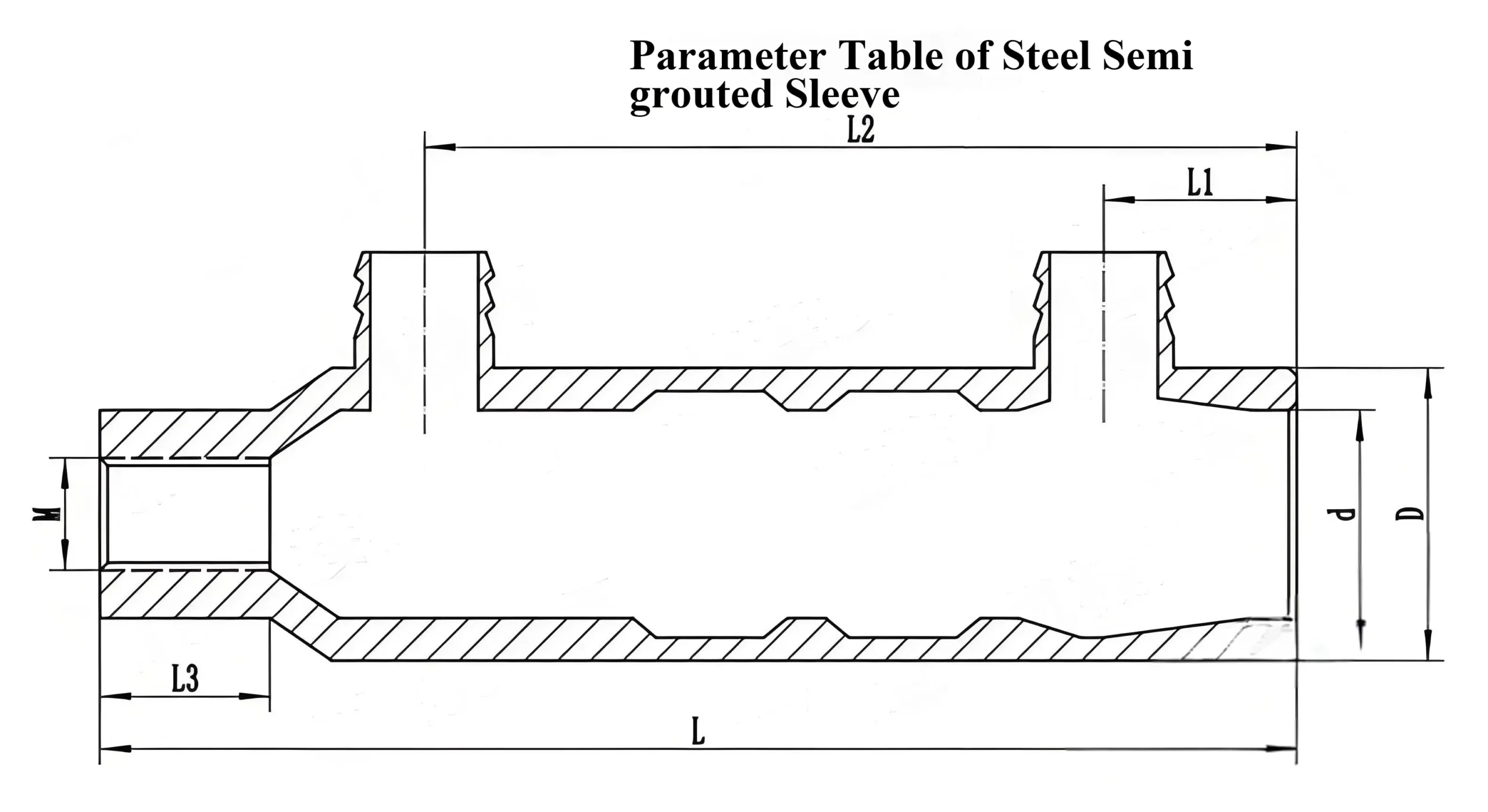
| الطراز | قطر وصلة حديد التسليح | قطر اللولب (M) | زاوية الخيط | D | d | L | L1 | L2 | L3 | الحد الأدنى لطول إدخال حديد التسليح | الحد الأقصى لطول إدخال حديد التسليح | الوزن الصافي (كجم) |
| GTJB4 12/12 | 12 | M12.6*2.0 | 60° | 35 | 24.3 | 137 | 25 | 97 | 20 | 96 | 106 | 0.5 |
| GTJB4 14/14 | 14 | M14.6*2.0 | 60° | 38 | 27.3 | 155 | 25 | 113 | 22 | 112 | 122 | 0.6 |
| GTJB4 16/16/16 | 16 | M16.6*2.0 | 60° | 40 | 29.3 | 175 | 25 | 131 | 24 | 128 | 138 | 0.75 |
| GTJB4 18/18 | 18 | M18.6*2.5 | 60° | 42 | 31.3 | 195 | 25 | 147 | 26 | 144 | 154 | 0.8 |
| GTJB4 20/20 | 20 | M20.6*2.5 | 60° | 45 | 33.3 | 210 | 30 | 162 | 28 | 160 | 170 | 1 |
| GTJB4 22/22 | 22 | M22.6*2.5 | 60° | 50 | 36.3 | 230 | 30 | 179 | 31 | 176 | 186 | 1.5 |
| GTJB4 25/25 | 25 | M25.6*2.5 | 60° | 54 | 39.3 | 267 | 30 | 214 | 33 | 212 | 222 | 2.05 |
| GTJB4 28/28 | 28 | M28.6*3.0 | 60° | 63 | 45.3 | 313 | 35 | 257 | 36 | 252 | 262 | 2.6 |
| GTJB4 32/32 | 32 | M32.6*3.0 | 60° | 71 | 51.3 | 355 | 35 | 293 | 42 | 288 | 298 | 4.1 |
الاحتياطات أثناء تركيب المنتج
- أثناء معالجة أطراف حديد التسليح الملولبة، يجب ممارسة رقابة صارمة لضمان بقاء الأطراف مستقيمة. وفي الوقت نفسه، يجب إدارة الطول الإجمالي لحديد التسليح بعناية، مع مراعاة الطول المطلوب للوصلة المتداخلة مع خيط الغلاف. بعد إزالة القوالب، يجب أن يكون انحراف حديد التسليح المكشوف في حدود 0 إلى +10 مم;
- يجب التحقق من قطر خيوط حديد التسليح باستخدام مقياس مقياس حلقة الخيط:: يجب أن يكون مقياس لولبة طرف التمرير ملولبًا بسلاسة، بينما يجب ألا يكون مقياس لولبة طرف التوقف ملولبًا أكثر من ثلاثة أضعاف درجة اللولبة;
- استخدم مفتاح عزم الدوران لتوصيل أطراف حديد التسليح الملولبة المعتمدة بأكمام الحشو بإحكام. يجب أن يفي كل من طول اللولب المكشوف وعزم دوران الشد بالمواصفات.
- قم بتثبيت الأكمام على القوالب باستخدام مثبتات مخصصة لضمان دقة التموضع ومنع تسرب الجص.
- يجب تركيب أنابيب الحشو وأنابيب الصرف بإحكام. عند الضرورة، يمكن استخدام مثبتات الربط لمنع الانفصال أو تسرب الجص أثناء صب الخرسانة;
- قبل إرسال المكون، أعد فحص موضع جلبة الحشو وطول قضيب حديد التسليح المرساة والتجويف الداخلي للجلبة وأنابيب الحشو/التصريف لضمان الامتثال للمتطلبات.
الاحتياطات أثناء عمليات الحشو
- أثناء تحضير الجص، اسكب الماء أولاً في دلو الخلط، ثم أضف حوالي 70% من مادة الجص. اخلط باستخدام خلاط مخصص لمدة 1-2 دقيقة قبل إضافة مادة الجص المتبقية. استمر في الخلط لمدة 3-4 دقائق أخرى حتى يتم مزج الجص بشكل كامل وموحد. اتركه لمدة 2-3 دقائق تقريباً للسماح لفقاعات الهواء داخل الخليط بالتبدد بشكل طبيعي قبل الاستخدام.
- عندما تتجاوز درجة الحرارة المحيطة الحد الأعلى لاستخدام الجص (35 درجة مئوية)، قم بإجراء اختبار قابلية التشغيل الفعلي لضمان اكتمال الحشو ضمن الإطار الزمني القابل للاستخدام للمادة.
- والأهم من ذلك، يجب الانتهاء من الحشو في غضون 45 دقيقة من بدء الخلط بالماء، مما يتيح وقتًا كافيًا للطوارئ لمشاكل البناء غير المتوقعة.
- بعد أن يتماسك الجص، قم بإزالة السدادات المطاطية المتخصصة من فتحات الحشو وفتحات التصريف، مع التأكد من بقاء سطح الجص المتصلب داخل الفتحات على ارتفاع 5 مم على الأقل فوق الحافة السفلية لفتحات التصريف;
- لا يجوز البدء في البناء اللاحق إلا بعد أن تصل قوة الانضغاط لعينات اختبار الجص المعالجة في ظروف مماثلة إلى 35 ميجا باسكال. عادةً: - عند درجات الحرارة المحيطة التي تزيد عن 15 درجة مئوية، يجب أن تظل المكونات دون عائق لمدة 24 ساعة؛ - عند درجات الحرارة المحيطة التي تتراوح بين 5 درجات مئوية و15 درجة مئوية، يجب أن تظل المكونات دون عائق لمدة 48 ساعة؛ - عند درجات الحرارة المحيطة التي تقل عن 5 درجات مئوية، يجب تنفيذ تدابير العزل الحراري.
فحص تشبع الجص المنتج
أثناء أعمال البناء الفعلية، فإن درجة تشبع الجص هي العامل الأكثر أهمية في ضمان جودة البناء. ولذلك، بعد تثبيت الجص، يجب أن تخضع جميع الوصلات المحشوة بالجص لفحوصات التشبع. ونظرًا لأن الأكمام يتم صبها داخل المكونات أثناء التصنيع المسبق، فإن التحقق من تشبع الجص يشكل تحديًا منذ فترة طويلة في إجراءات قبول البناء.
تتضمن الطريقة التقليدية إزالة السدادة المانعة للتسرب من فتحة تفريغ الجص للتحقق مما إذا كان السطح العلوي للجص المتصلب داخل الفتحة يمتد على الأقل 5 مم فوق الحافة السفلية لفتحة الفتحة. بدلاً من ذلك، يمكن تحديد تشبع الجص عن طريق قياس المقاومة بين الموصلات المدمجة. يستلزم ذلك حفر ثقوب متناظرة بالقرب من منفذ تفريغ الجص على غلاف الجص، ثم تضمين أسلاك قياس داخل الفجوة بين الجدار الداخلي للغطاء وفولاذ التسليح، كما هو موضح أدناه.
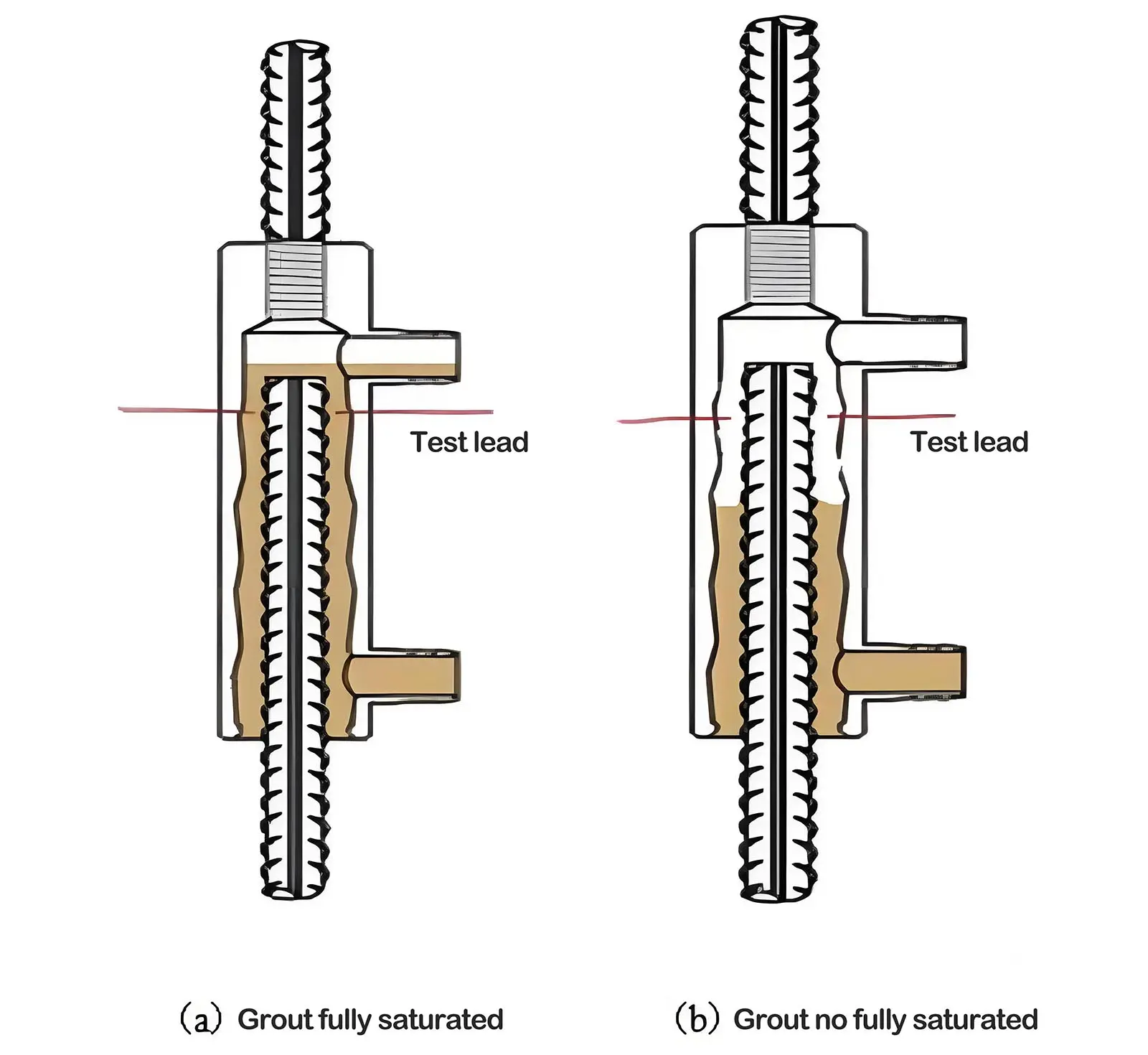
نظرًا لأن الجص يقوم بتوصيل الكهرباء بشكل أساسي عبر المسارات الأيونية، فإن مقاومته أعلى بكثير من مقاومة التعزيز أو الغلاف. سيؤدي الحشو غير الكافي إلى قياس مقاومة عالية بلا حدود بين الأسلاك المدمجة. وعلى العكس من ذلك، عند اكتمال الحشو، فإن المقاومة المقيسة ستقارب المقاومة الجوهرية لمادة الجص نفسها.
تعبئة المنتج وشحنه





