


مقرنة الجص الكاملة للخرسانة مسبقة الصب
الوصف
قارنة الجص الكاملة, المعروف أيضًا باسم وصلات الأكمام المحشوة أو فواصل حشو الأكمام, تشكل مجموعة مركبة مصممة بدقة هندسية عالية. وهي تتألف من أكمام مصممة خصيصاً ومواد مصممة خصيصاً للحشو وقضبان التسليح. أثناء التركيب، يتم تثبيت قضبان التسليح بإحكام على الأكمام من خلال حقن جص سريع التثبيت وغير قابل للانكماش. تستفيد هذه الطريقة من خصائص اللصق والتشابك بين المواد. لا توفر تقنية الربط هذه أداءً قويًا وقابلية تطبيق واسعة فحسب، بل توفر أيضًا عملية تركيب مباشرة بشكل استثنائي.
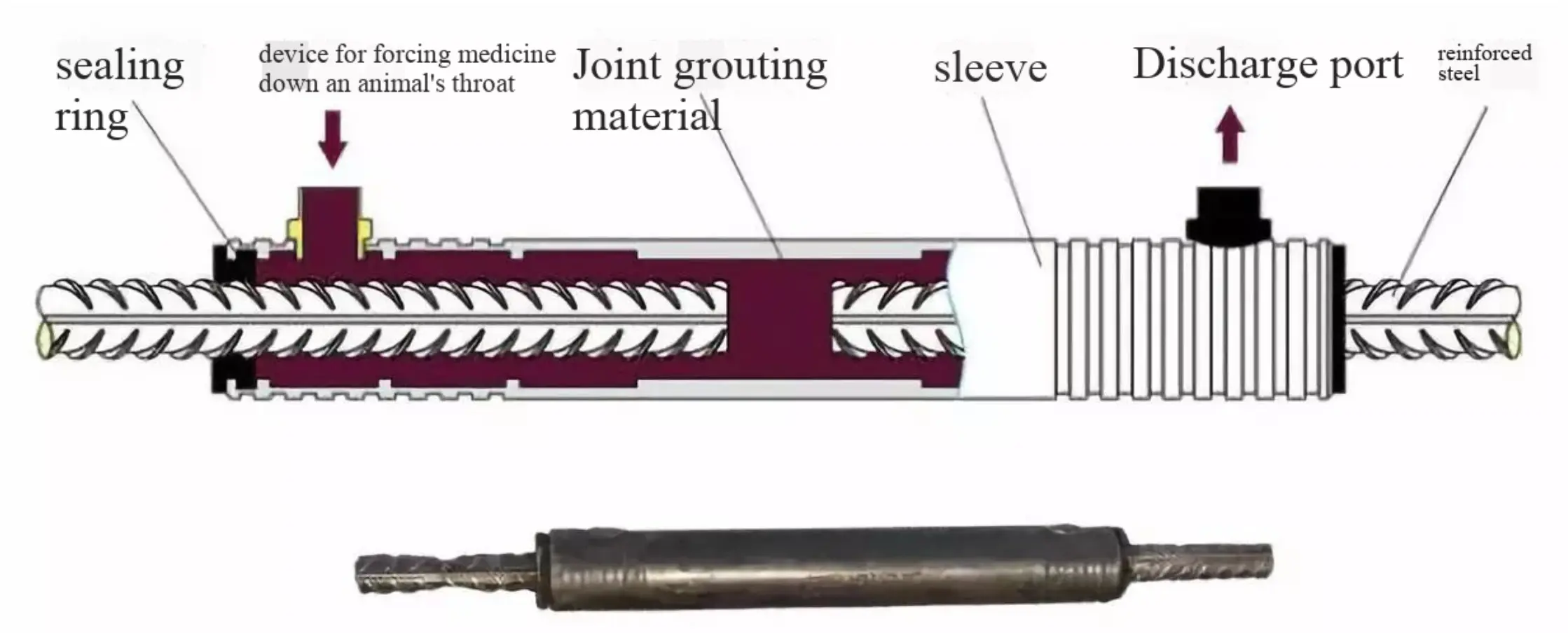
مثال تخطيطي لمقرنة الجص الكاملة للخرسانة مسبقة الصب
مزايا قارنة قارنة قضبان حديد التسليح كاملة الجص
1. أداء هيكلي ممتاز
- يوفر قوة شد وضغط عالية، مساوية أو أكبر من حديد التسليح الأصلي.
- يضمن التوصيل الميكانيكي المستقر بدون انزلاق أو تعطل اللولب.
- مناسب لحديد التسليح عالي القوة وذو القطر الكبير مثل HRB500 أو HRB600.
2. تركيب سهل وفعال
- لا حاجة إلى خيوط أو تسخين - عملية إدخال وحشو بسيطة.
- يسمح بقدر أكبر من التحمل في البناء، وهو مثالي للتجميع مسبق الصب في الموقع.
- يمكن حشو عدة وصلات في وقت واحد، مما يحسن من سرعة البناء.
3. سلامة ومتانة عالية
- يوفر الحشو الكثيف مقاومة ممتازة للتآكل وعمر خدمة طويل.
- أداء جيد في ظل الظروف الزلزالية، ويستخدم على نطاق واسع في الهياكل المقاومة للزلازل.
- يمكن اختبار جودة التوصيل بسهولة لكثافة الحشو وقوته.
4. تطبيق واسع النطاق في البناء الحديث
- مثالية للهياكل الخرسانية مسبقة الصب مثل الأعمدة والعوارض والجدران.
- تُستخدم على نطاق واسع في الجسور والأنفاق وأنظمة المترو والمباني الشاهقة والمشاريع النووية.
- متوافق مع كل من أنظمة الحشو الرأسي والأفقي.
جدول المعلمات لمقرنة الجص الكامل
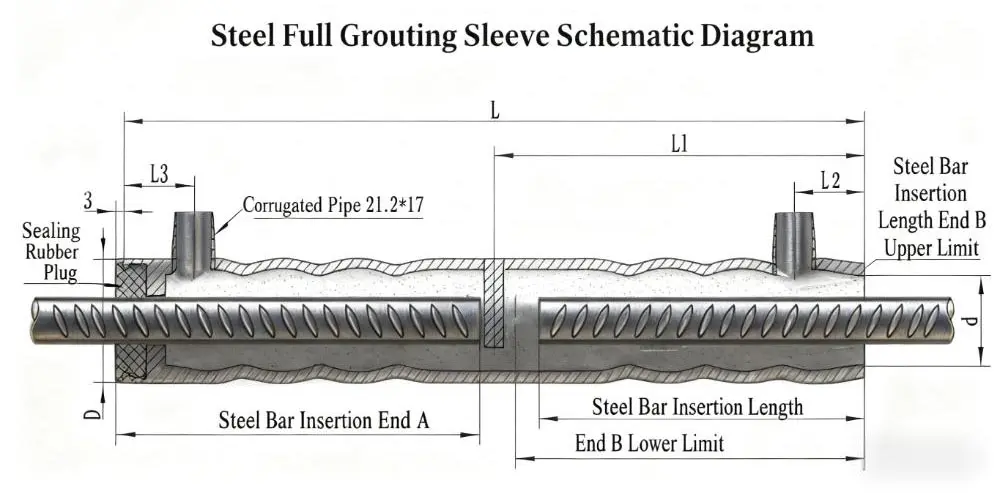
| الطراز | قطر حديد التسليح | D | L | القطر الداخلي لمقرنة الجص (د) | L1 | L2 | L3 | إدخال حديد التسليح في الطرف A | إدخال حديد التسليح عند الطرف B (الحد الأعلى) | إدخال حديد التسليح عند الطرف B (الحد الأدنى) | الوزن (كجم) |
| GTJJQ4 12 | Φ12 | Φ44 | 250 | 32.5 | 125 | 32 | 30 | 124 | 106 | 96 | 1.05 |
| GTJJQ4 14 | Φ14 | Φ46 | 280 | 34.5 | 140 | 32 | 30 | 139 | 122 | 112 | 1.3 |
| GTJJQ4 16 | Φ16 | Φ48 | 315 | 36.5 | 158 | 32 | 30 | 156 | 138 | 128 | 1.6 |
| GTJJQ4 18 | Φ18 | Φ50 | 345 | 38.5 | 174 | 32 | 30 | 170 | 154 | 144 | 1.85 |
| GTJJQ4 20 | Φ20 | Φ52 | 375 | 40.5 | 189 | 40 | 30 | 185 | 170 | 160 | 2.6 |
| GTJJQ4 22 | Φ22 | Φ54 | 410 | 42.5 | 206 | 45 | 30 | 203 | 186 | 176 | 2.8 |
| GTJJQ4 25 | Φ25 | Φ58 | 455 | 46.5 | 229 | 45 | 30 | 225 | 210 | 200 | 3.45 |
| GTJJQ4 28 | Φ28 | Φ63 | 505 | 50.5 | 255 | 45 | 30 | 249 | 234 | 224 | 4.6 |
| GTJJQ4 32 | Φ32 | Φ67 | 570 | 54.5 | 288 | 45 | 30 | 281 | 266 | 256 | 4.75 |
مقارنة بين المعلمات الأساسية بين الأكمام نصف المحشوة ومقرنة الجص الكاملة
| بُعد المقارنة | نصف جلبة حشو الحشو | قارنة الجص الكاملة |
| طريقة الاتصال | يستخدم أحد طرفي الوصلة الجص؛ والطرف الآخر يستخدم وصلة ملولبة (عادةً ما تكون ملولبة مستقيمة). | يستخدم كلا الطرفين وصلة الجص؛ لا يوجد هيكل ملولب. |
| السيناريوهات القابلة للتطبيق | 1. يمكن خياطة قضبان حديد التسليح مسبقاً أثناء التصنيع المسبق؛ ويحتاج طرف واحد فقط إلى الحشو في الموقع. | 1. تحتاج قضبان حديد التسليح على كلا الطرفين إلى إدخالها وحشوها في الموقع؛ لا حاجة إلى خرط مسبق. |
| 2. مناسبة للسيناريوهات التي تتطلب تركيبًا سريعًا أو مع مساحة تشغيل محدودة في الموقع. | 2. مناسبة للسيناريوهات التي لا يمكن فيها تدوير قضبان التسليح أو يحتاج كلا الطرفين إلى تعديل مرن لعمق الإدخال. | |
| الخصائص الهيكلية | تحتوي على أقسام داخلية جزئية ملولبة جزئيًا؛ حجم تجويف الحشو أصغر؛ طول إجمالي أقصر نسبيًا. | لا توجد خيوط داخلية؛ تجويف حشو كامل؛ طول إجمالي أطول نسبيًا؛ سمك جدار أكثر اتساقًا. |
| صعوبة التركيب | معتدل - يتطلب ضمان عزم الدوران للوصلة الملولبة والتحكم في جودة الجص. | أقل - يحتاج فقط إلى التأكد من عمق الإدخال المؤهل لقضبان التسليح على كلا الطرفين؛ التركيز على امتلاء الجص. |
| متطلبات حديد التسليح | تحتاج قضبان حديد التسليح للطرف الملولب إلى معالجة ما قبل اللف أو تجريد الأضلاع؛ يتطلب دقة عالية. | يمكن أن تكون قضبان حديد التسليح على كلا الطرفين سادة أو مضلعة؛ ولا حاجة إلى معالجة إضافية للخيوط. |
| مستوى التكلفة | أقل نسبيًا - يضيف الخيوط بعض التكلفة، ولكن استهلاك المواد أقل. | أعلى نسبيًا - الطول الأطول يزيد من استهلاك المواد؛ كما أن حجم الجص الأكبر يزيد من التكلفة. |
| الخواص الميكانيكية | تفي قوة الشد والليونة بمتطلبات الكود؛ الجزء الملولب هو نقطة تركيز إجهاد محتملة. | ضغط إجمالي أكثر اتساقاً؛ عدم وجود نقاط ضعف ملولبة؛ ثبات أعلى في الخواص الميكانيكية. |
كيفية تركيب مقرنة الجص الكاملة
1. مرحلة إنتاج المكونات مسبقة الصب (تصنيع المصنع)
1.1 التجميع المسبق للطرف الأيسر للجلبة (تركيب السدادة وحديد التسليح)
1.2 تجميع حزم حديد التسليح ووضع القوالب
1.3 تحديد موضع الطرف الأيمن للكم وتركيب التركيبات
1.4 تثبيت التركيبات وصب الخرسانة

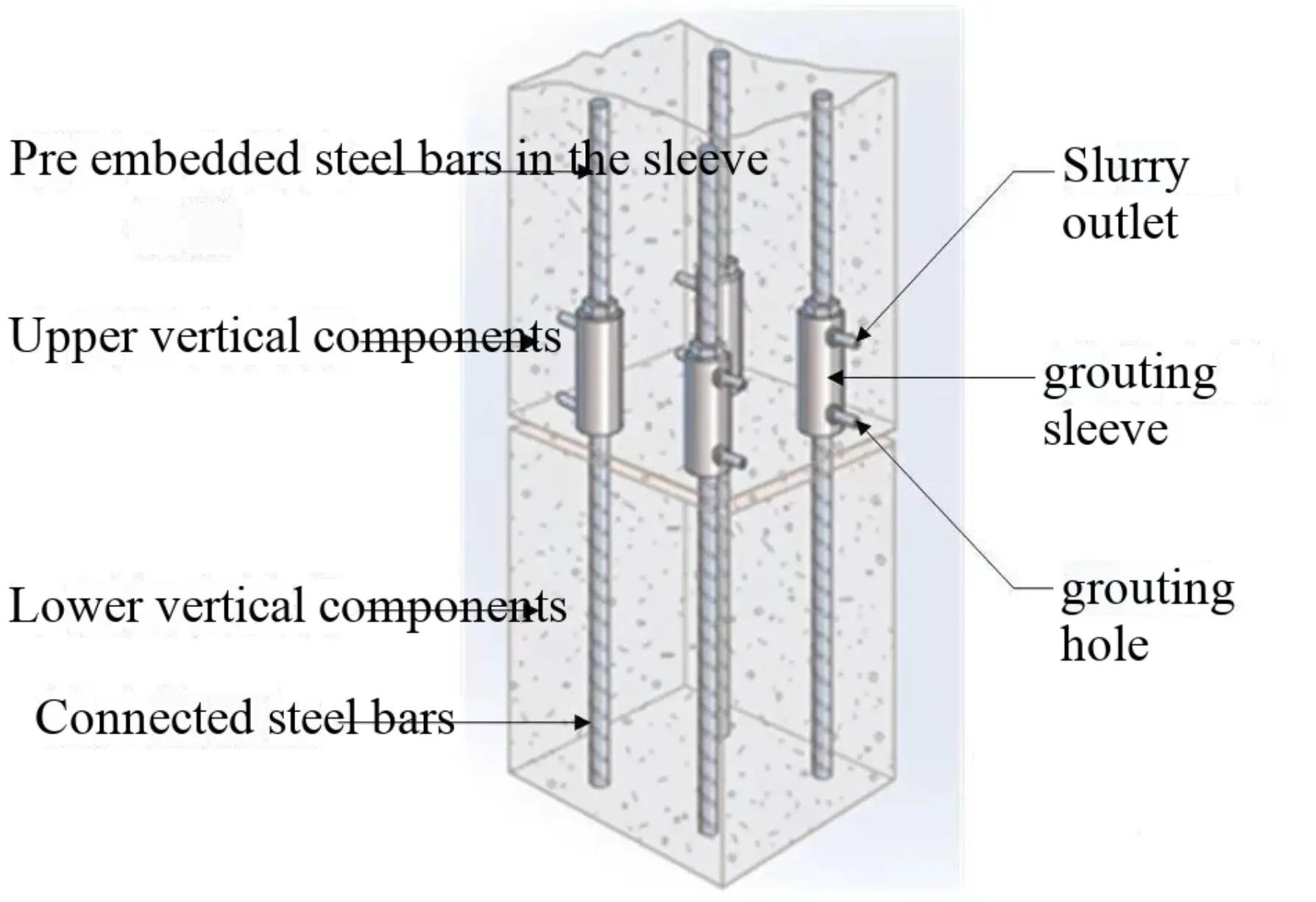
2. مرحلة التركيب والتوصيل في الموقع (إنشاء الموقع)
2.1 محاذاة المكونات واقتران الأكمام
2.2 معالجة سرير الختم/الحشو بالحشو 2.2
2.3 حقن الجص وسد الحفرة
2.4 معالجة الجص وتشكيل الوصلات

العوامل المؤثرة على الجودة أثناء مرحلة تركيب قارنة الجص بالكامل
1. جودة تركيب التعزيزات الخاصة بوصلات المكونات
قد تؤدي الانحرافات في وضع التسليح (الانحراف المسموح به عن خط الوسط: 0-2 مم) أو أطوال النتوءات التي لا تفي بمتطلبات التصميم (الانحراف المسموح به: 0-15 مم) إلى صعوبة وضع المكونات بشكل صحيح أو عدم كفاية أطوال التوصيلات. إن أسطح التسليح الملوثة بالملاط أو التي تظهر تآكلًا شديدًا، إلى جانب الفجوات الضيقة للغاية في مفاصل المكونات التي تعمل كتجويفات مملوءة بالجص، كل ذلك سيؤثر على جودة التوصيل.
2. المعالجة المسبقة وجودة الختم لمناطق الحشو
إذا لم يتم تنظيف أسطح التوصيل للمكونات جيدًا، أو في حالة وجود مواد غريبة أو تراكم المياه، فقد تختلط هذه الملوثات في الجص أثناء الحقن. يمكن أن يؤدي ذلك إلى تغيير خصائص الجص أو عرقلة قنوات الحشو. قد يؤدي عدم إحكام غلق تجويف الحشو بشكل كافٍ إلى تسرب عرضي للجص تحت ضغط عالٍ أثناء المراحل اللاحقة للحقن. قد يؤدي هذا التسرب إلى فشل وصلة المكون بالكامل أو حتى جعل الهيكل غير قابل للاستخدام.
3- جودة خلط الجص
أثناء عمليات الحشو، يجب خلط مادة الجص بالماء لتشكيل ملاط للاستخدام. ومن بين المكونات الثلاثة للمفصل، فإن ملاط الجص هو المادة الوحيدة التي تتم معالجتها من قبل العاملين في الموقع. وبالتالي، تمثل جودة معالجته أحد أهم عوامل الخطر على سلامة الوصلة. قد يؤدي الفشل في الالتزام بمتطلبات المنتج المحددة أثناء الخلط إلى ضعف قابلية تدفق الملاط، وقصر وقت العمل، وعدم استقرار خصائص التمدد والقوة أو حتى النزيف. قد يؤدي استخدام ملاط دون المستوى المطلوب في عمليات الحشو إلى مشاكل مثل عدم التدفق، أو التماسك المبكر، أو الانكماش، أو عدم كفاية القوة، مما يؤدي في النهاية إلى فشل الوصلة.
4- عمليات الحشو وإجراءات حماية المكونات
قد تؤدي إجراءات الحشو غير السليمة أو الفشل في تنفيذ العمليات وفقًا للطرق الصحيحة إلى عدم كفاية طول التثبيت في مناطق حشو الوصلات، مما يؤدي إلى جودة توصيل دون المستوى المطلوب. يمكن أن تتسبب الحماية غير الكافية للمكونات بعد الحشو في حدوث إزاحة في واجهات الوصلات بعد تصلب الجص، مما يؤدي إلى حدوث فراغات بين الجص والأكمام/قضبان التسليح. وبدلاً من ذلك، يؤدي تجمد الجص قبل تحقيق القوة المحددة، مما يتسبب في تكوين جليد من الماء الحر داخل المادة، إلى تدهور أداء الوصلة والتسبب في فشل الوصلة.
كيفية اختيار أكمام الحشو
- إعطاء الأولوية للأكمام النصفية المحشوة: عندما يمكن لمصنع الخرسانة مسبقة الصب إكمال خيوط حديد التسليح مسبقًا ويحتاج إلى تسريع عملية التركيب في الموقع، فإن الأكمام شبه المحشوة تقدم قيمة أفضل مقابل المال.
- إعطاء الأولوية لمقرنة الجص الكاملة: عندما تكون هناك حاجة إلى دقة عالية لتحديد موضع حديد التسليح، أو عندما تكون هناك حاجة إلى تعديل في الموقع في كلا الطرفين، أو عندما يتطلب المشروع موثوقية توصيل استثنائية (كما هو الحال في المباني الشاهقة أو الهياكل طويلة الامتداد)، فإن الأكمام المحشوة بالكامل تكون أكثر ملاءمة.
تعبئة المنتج وشحنه





