

توصيلات الأكمام الخرسانية مسبقة الصب مسبقة الصب: نقاط التحكم الرئيسية
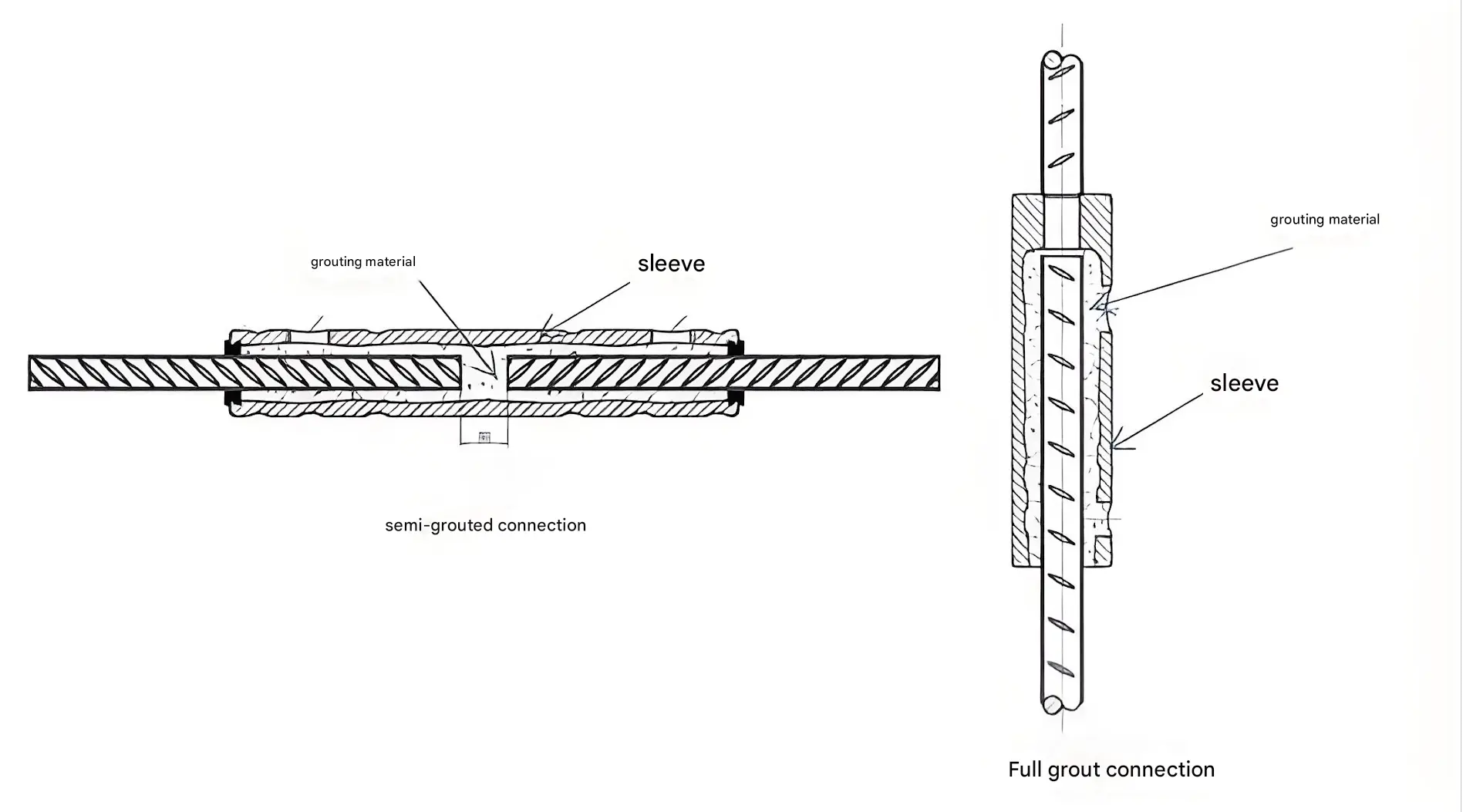
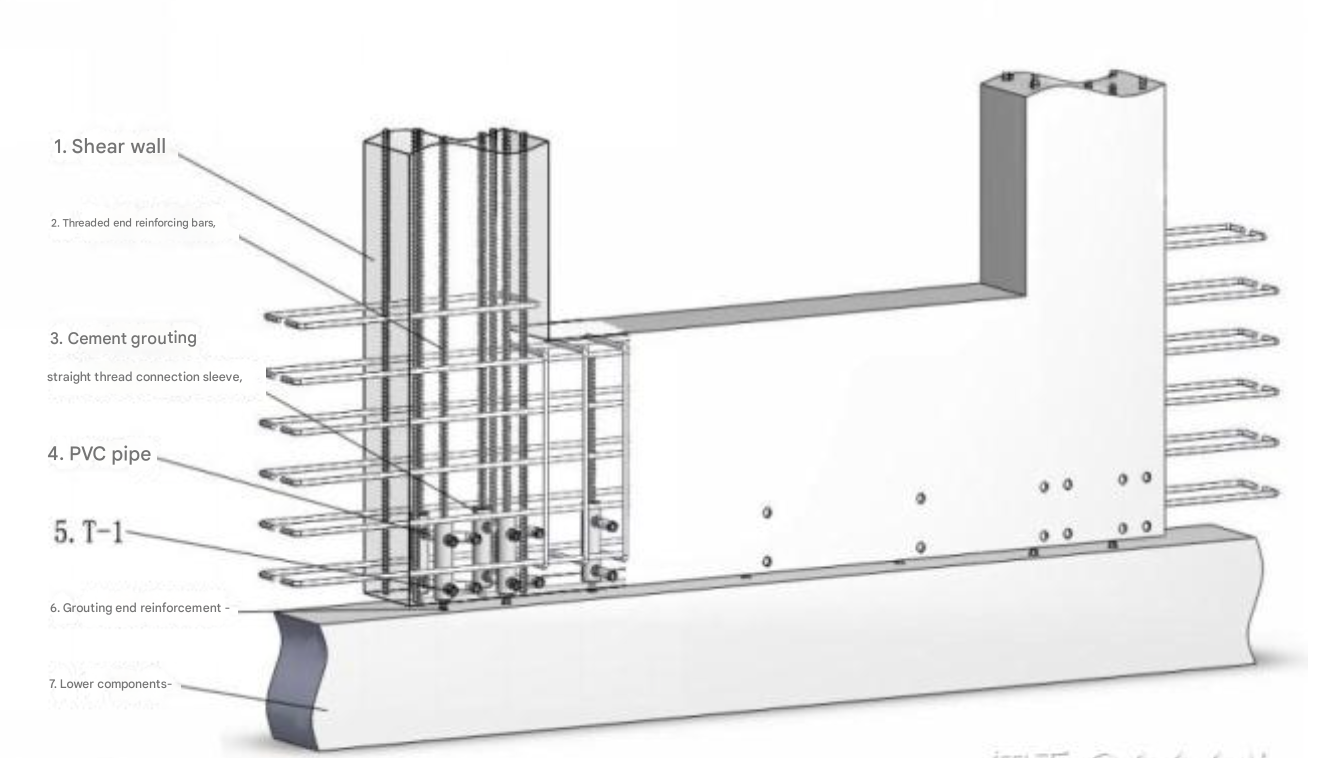
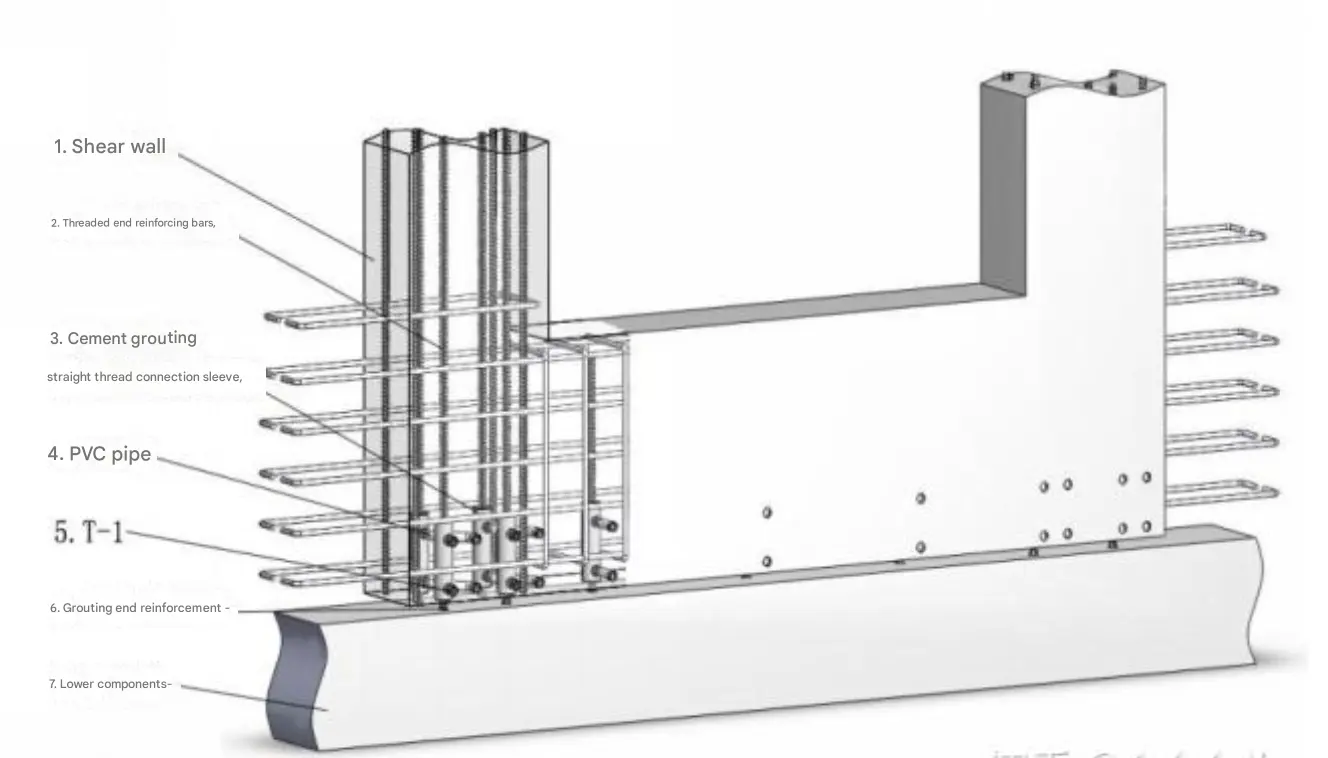
خرسانة مسبقة الصب وصلة الأكمام المحشوة بالجص تتضمن التقنية إدخال قضيب فولاذي واحد مضلع في غلاف معدني وحقن خليط الجص. عندما يتصلب الخليط، فإنه يشكل هيكلًا متكاملًا، مما يحقق وصلة وصلة وصلة ترقوية بقضيب فولاذي ينقل القوى.
وقد بدأ تطويره في الصين بالبحث والتطوير الناجح في عام 2009، مع أول تطبيق له في عام 2010 في مباني جدران القص الجاهزة D1# وD8# في بكين (ميزة بارزة: أول غلاف فولاذي مُصنع آليًا في العالم). وفي السنوات الأخيرة، تم تطوير منتجات مماثلة على المستوى المحلي، بما في ذلك الحديد الزهر والصلب المصبوب وأنواع الصلب المشكلة من خلال عمليات الدرفلة أو البثق.

1 、 1 、 تقنية توصيل الأكمام المخرمة
الوظائف والعناصر الرئيسية لأكمام الحشو : الوظائف والعناصر الرئيسية لأكمام الحشو
- يعمل غلاف الجص كعنصر توصيل حاسم للوصلات المملوءة بالجص، حيث يعمل كحامل مادي لهذه الوصلات. وتتمثل وظيفتها الأساسية في نقل القوى (دورات الشد والضغط المتكررة).
- المواصفة القياسية الصينية الحالية: “الأكمام المحشوة لتوصيلات قضبان التسليح” JG/T398-2012. هناك طبعة منقحة قيد التطوير حاليًا.
- المواد: أساس تصميم معلمات الأكمام، بما في ذلك حديد الدكتايل والفولاذ المتنوع...
- متطلبات الأداء الأساسية: القوة، والاستطالة، ومعدل الاستطالة، ومعدل الانسيابية...
- التركيز الرئيسي في التصنيع: ثبات المواد. وتشمل الأمثلة عيوب الصب، ومعدل الانشطار، والتغيرات في الاستطالة بعد معالجة البثق لمختلف أنواع الفولاذ...
الأبعاد والمعلمات:
تشمل معلمات الأبعاد المصممة بناءً على خواص المواد: الطول، والقطر الخارجي، والأخاديد (الحد الأدنى لسُمك الجدار، والحد الأدنى للقطر الداخلي، وشكل الأخدود). هذه المعلمات مقيدة بشكل متبادل.
على سبيل المثال، يرتبط الطول بشكل وعدد الأخاديد (أخاديد القص) وأيضًا قوة مادة الجص المطابقة. ينص JG/T398 على ألا يقل طول وصلة الجص (طول التثبيت) عن 8 د. تم وضع هذا الشرط بناءً على اختبارات المطابقة التي أجريت مع الغلاف (المادة والأخدود) ومادة الجص (85 ميجا باسكال) في ذلك الوقت، مع دمج هامش أمان.
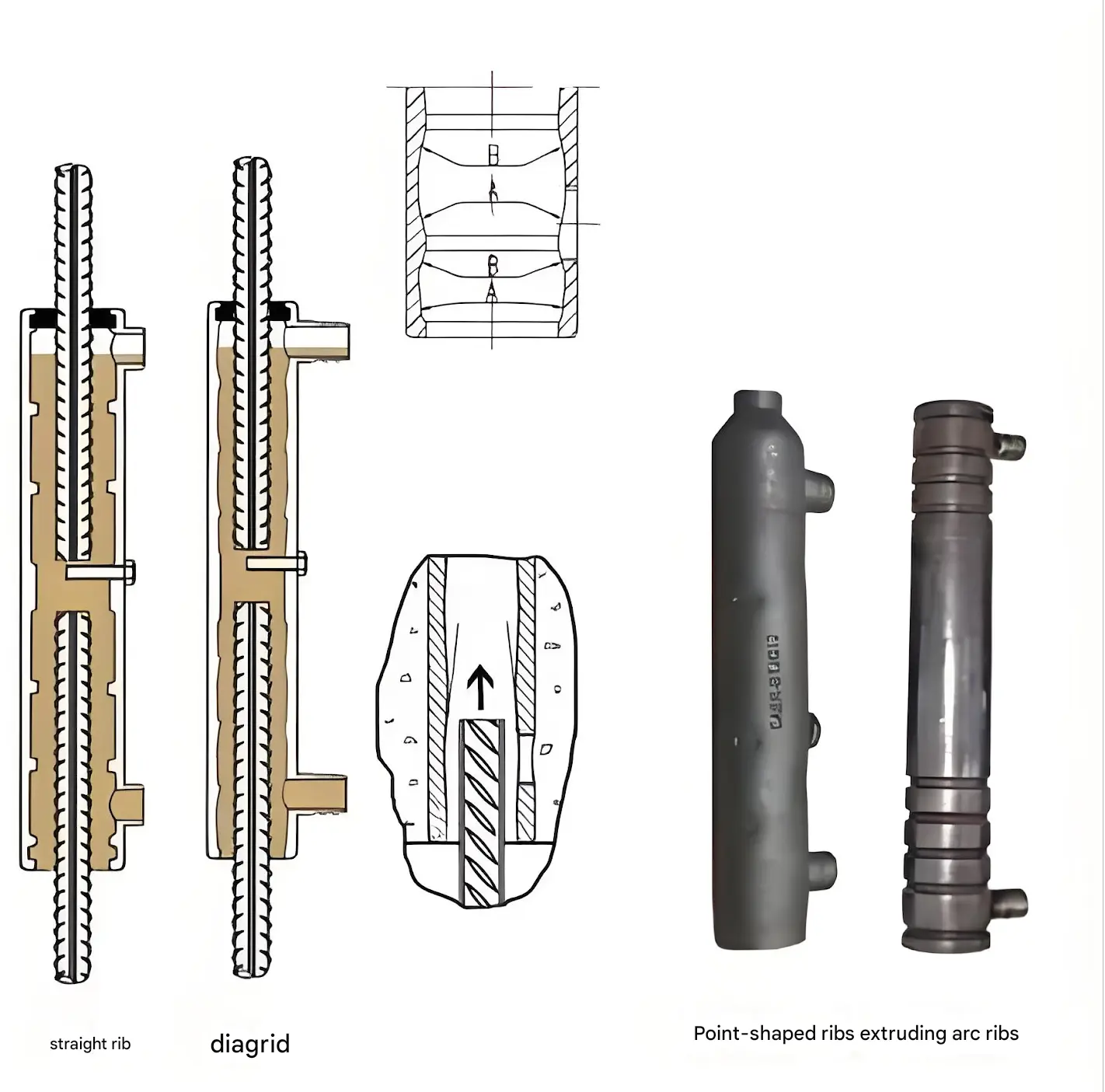
على سبيل المثال، تتوافق مع الأخدود الأضلاع البارزة: الأضلاع المستقيمة، والأضلاع المائلة (منحدرة بشدة، وحاملة جيدة، وسهلة التحميل، وسهلة إدخال حديد التسليح، وسهولة تدفق الجص)، وكذلك الأضلاع القوسية، والأضلاع النقطية، إلخ. والغرض من ذلك هو زيادة “قوة التماسك وقوة التثبيت”. يجب أن يكون عدد الأخاديد ومعاييرها (الارتفاع*العرض) قابلة للقياس.
الأكمام مصنفة حسب طريقة التصنيع:
- أكمام مصبوبة.
- الأكمام المشكّلة آليًا - تنقسم كذلك إلى الخراطة أو التشكيل بالبثق (الدرفلة) أو التشكيل أو التشكيل أو المعالجة المركبة التي تجمع بين الطرق المذكورة أعلاه.
يتم تصنيف الأكمام حسب الشكل الهيكلي:
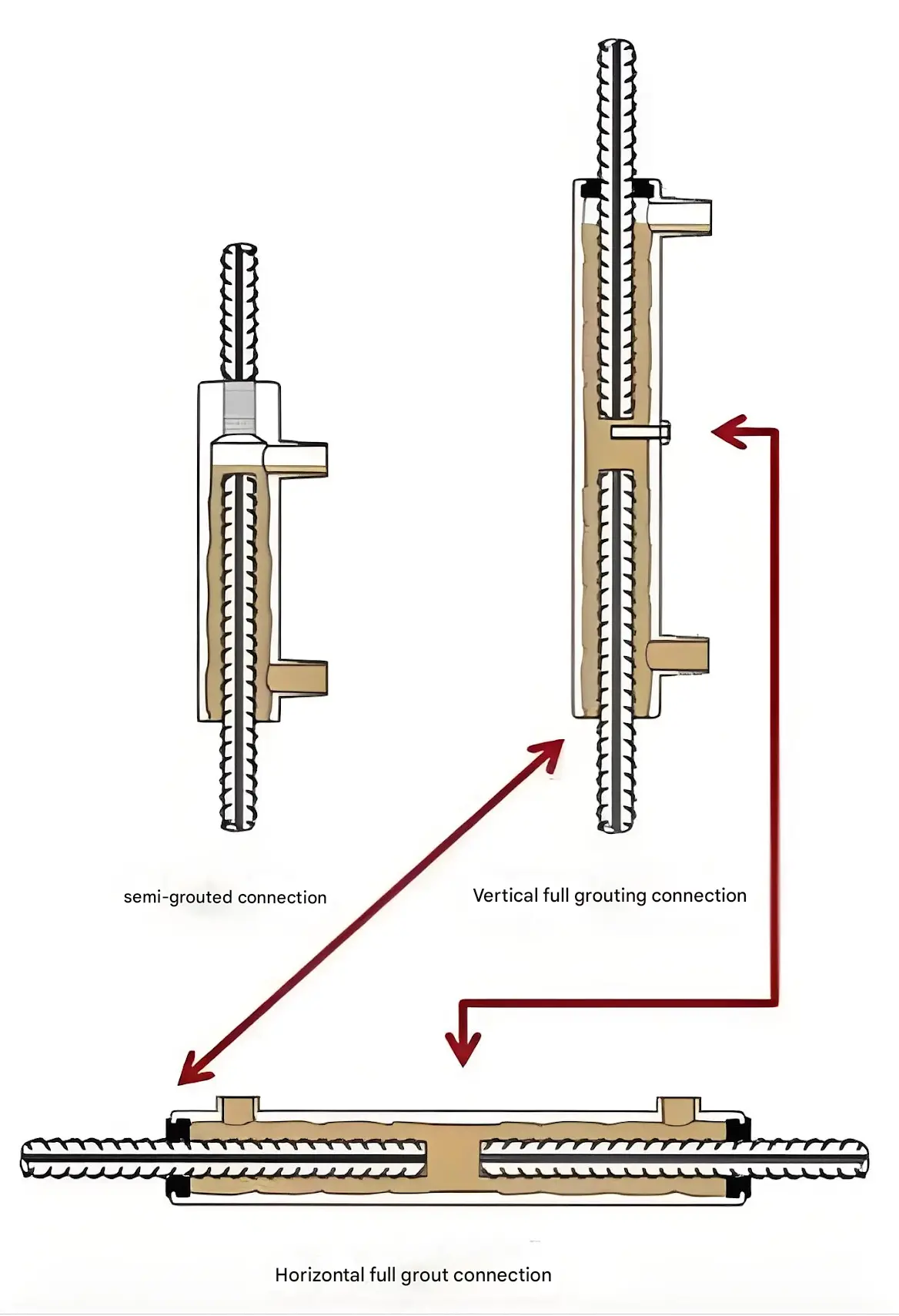
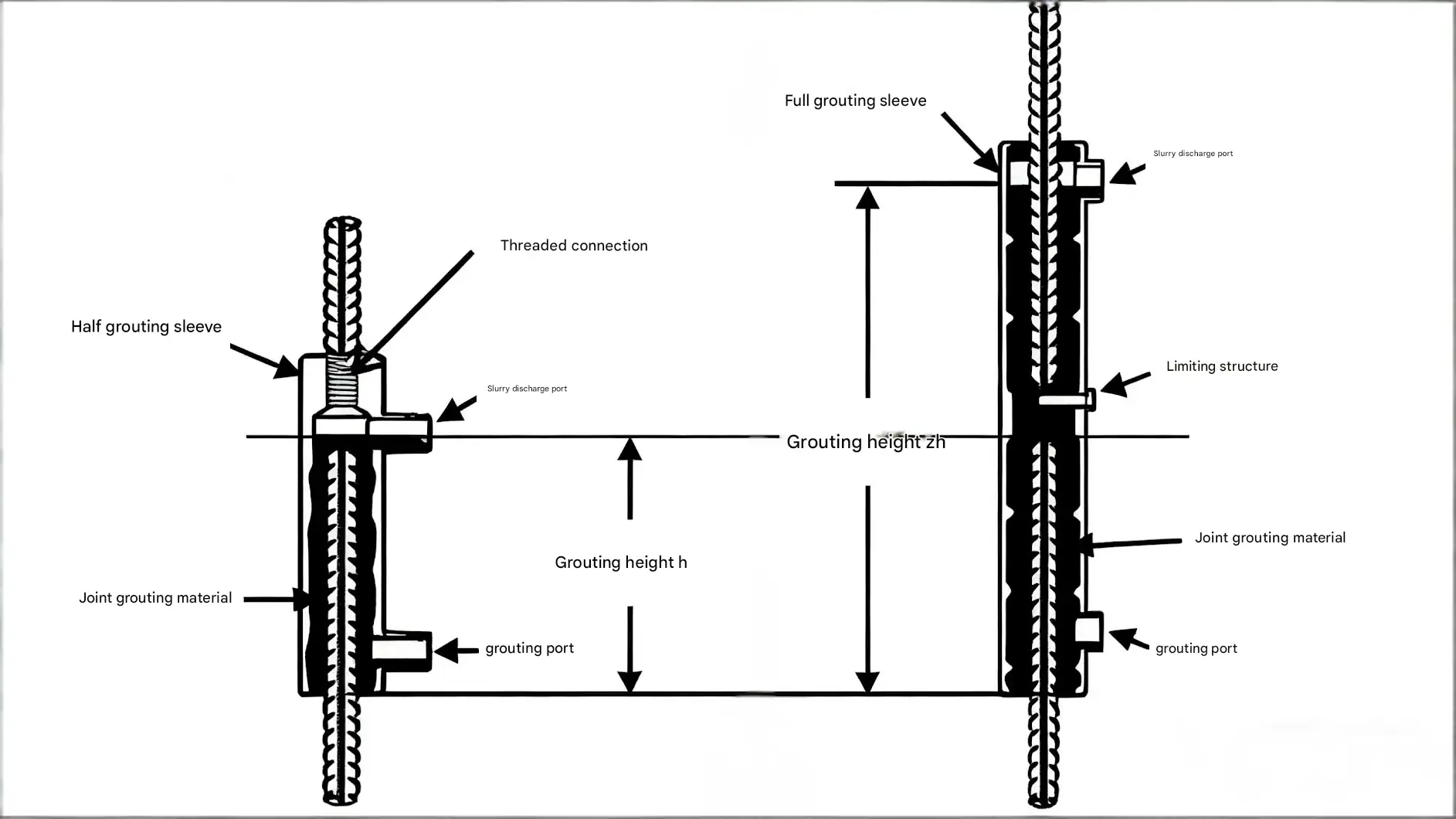
- غلاف نصف محشو بالجص-طرف واحد مع وصلة لولبية مستقيمة، وطرف واحد مع وصلة جصية، تُستخدم للوصلات الرأسية.
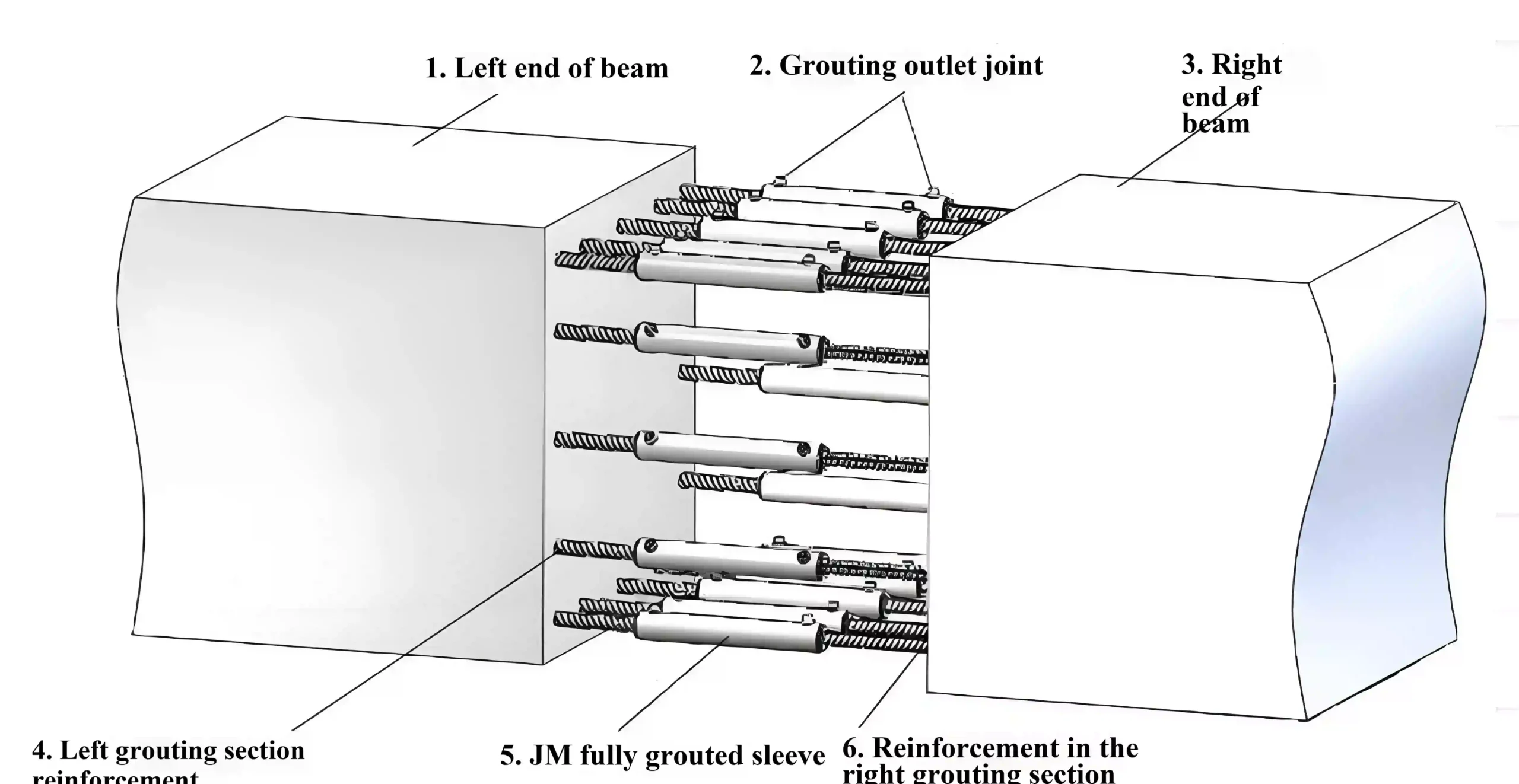
- جلبة محشوة بالكامل-كلا الطرفين مع وصلات الجص. تستخدم لوصلات الأعضاء الأفقية، ويمكن استخدامها أيضاً لوصلات الأعضاء الرأسية ولكن بتفاصيل هيكلية مختلفة.
غلاف نصف محشو بالجص:
الميزة:
- تتطلب الأكمام القصيرة خامات أقل وعدداً أقل من الركائب المتباعدة بكثافة;
- تتيح الأكمام المثبتة في المصنع إمكانية التركيب السريع والسهل;
- ينخفض حجم الحشو في الموقع إلى النصف، مما يتطلب مواد حشو أقل;
- يقلل ضغط الحشو المنخفض من متطلبات الختم، مما يخفف من صعوبة البناء بشكل كبير;
- يظهر الحشو غير المكتمل في نهايات حديد التسليح، مما يؤثر على التثبيت بالحد الأدنى;
- تصبح مراقبة الجودة في الموقع أسهل بكثير، مع تقليل مخاطر الجودة إلى حد كبير.
العيب:
في مصنع المكوّنات، تتطلب خيوط القضبان الفولاذية المعالجة من خلال خطوات متعددة.
غلاف محشو بالكامل
الميزة:
لا حاجة لمعالجة خيوط حديد التسليح في مصنع المكونات، مما يلغي خطوة واحدة في العملية.
العيب:
- تتطلب الأكمام الطويلة خامات أكثر وكثافة أكثر كثافة.
- يمثل تثبيت كم المصنع تحدياً؛ ويوصى باستخدام المحددات.
- حجم الحشو الكبير في الموقع يستهلك كمية كبيرة من مواد الحشو في الموقع.
- يتطلب ضغط الحشو المتزايد إحكام إغلاق المفاصل بشكل أكثر صرامة، مما يجعلها عرضة للتسرب، ويشكل تحديات إنشائية كبيرة.
- يؤثر الحشو غير المكتمل تأثيرًا مباشرًا على أجزاء التسليح المدمجة بالكامل، مما يؤثر بشدة على أداء التثبيت.
- تعتمد مراقبة الجودة بالكامل على التنفيذ في الموقع، مما يمثل صعوبة ومخاطر عالية.
مواد الحشو
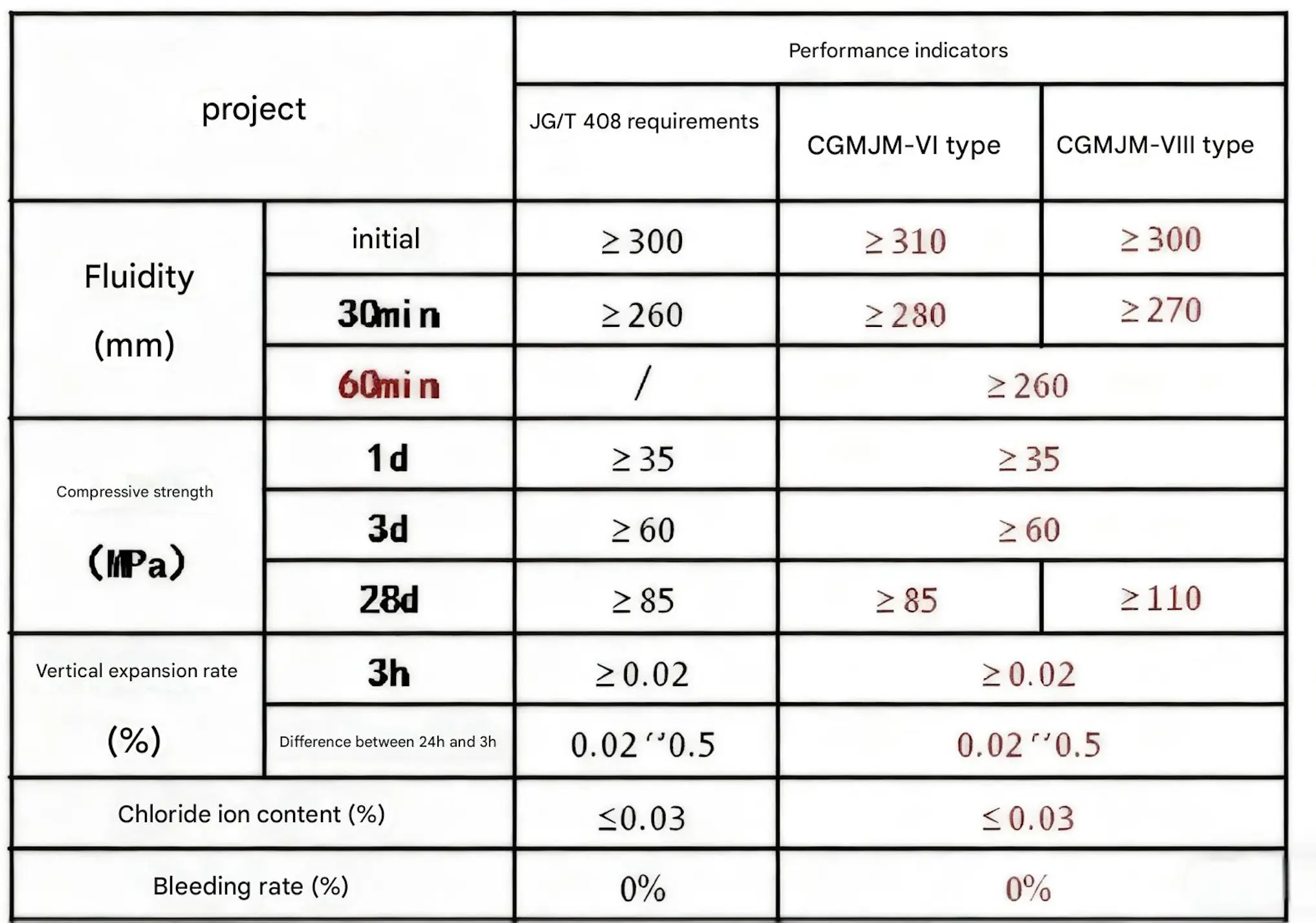
- متطلبات VJG/T 408: تعتمد مواد الحشو على الأسمنت وتحدد متطلبات التدفق الأولي، والتدفق لمدة 30 دقيقة، وقوة الانضغاط في يوم واحد/3 أيام/28 يوم، ومعدل التمدد الرأسي، ومحتوى أيون الكلوريد، ومعدل النزيف، إلخ.
- يحدد هذا المعيار في المقام الأول النقاط الزمنية الرئيسية والقيم المستهدفة النهائية. ومع ذلك، يمكن أن يُظهر أداء الجص اختلافات معقدة أثناء التطبيق اعتمادًا على طرق التشغيل (الحشو اليدوي أو الميكانيكي) وظروف العمل (تقلبات درجة الحرارة المحيطة). يجب إيلاء اهتمام خاص لقابلية التشغيل والثبات - خصائص العملية التي لم يتم تناولها في المعيار الأصلي - عند اختيار المواد.

ملاحظة:
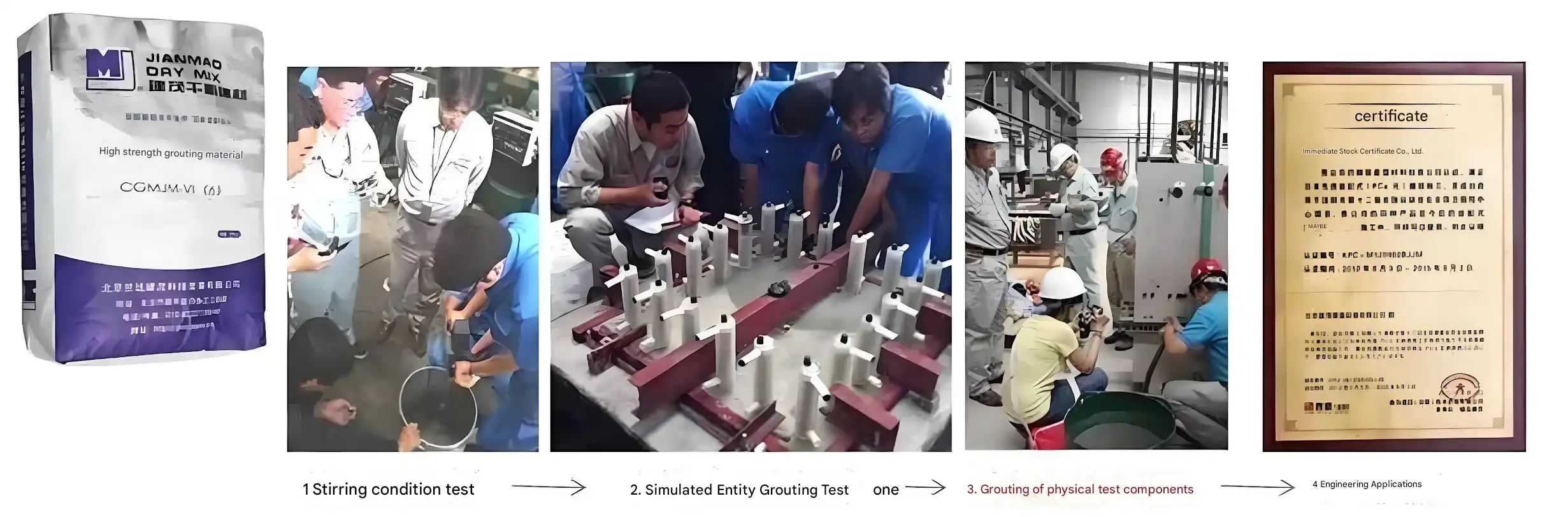
- التحقق من الحشو لعينات الاختبار الفعلي: ينص JGJ 3556-1.4 على أنه بالنسبة للبناء الأولي، يجب اختيار وحدات أو مقاطع تمثيلية لتجربة التصنيع والتركيب والحشو.
- لا يشمل هذا التحقق من العملية مادة الجص نفسها فحسب، بل يشمل أيضًا معدات وتقنيات البناء المرتبطة بها.

المنتجات المساعدة
1ـ في مصنع التصنيع المسبق (المطابقة)
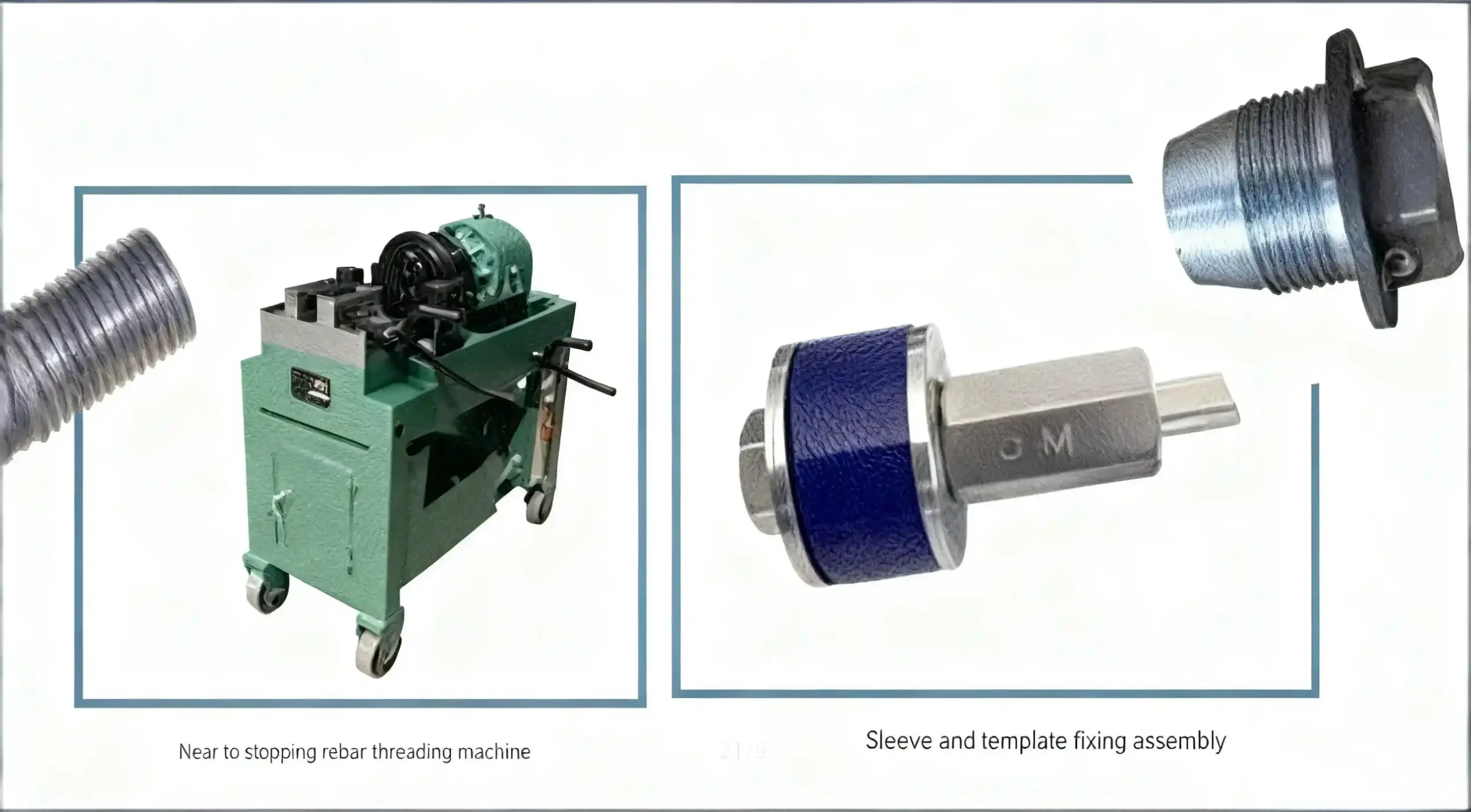
- للوصلة ذات الأكمام نصف المحشوة: ينطوي ذلك على تشكيل خيوط مستقيمة على حديد التسليح في المصنع - يتم اختيار ماكينة خيوط حديد التسليح يجب إنتاج خيوط مستقيمة مطابقة لتصميم الأكمام، وإلا فقد تنشأ مشاكل في التوافق.
- تثبيت الكم على القوالب: يتعلق هذا في المقام الأول بالكفاءة، بالإضافة إلى تسرب الجص ودقة تحديد المواقع.

2 、 في الموقع (مطابقة)
- أدوات الحشو: للحشو المستمر، استخدم مضخة حشو كهربائية؛ لعمليات الحشو الفردي، يمكن استخدام مسدس الحشو اليدوي.
- مبادئ مضخة الحشو والاحتياطات المتعلقة بمضخة الحشو - والتي تشمل تقنيات الحشو والجودة والسرعة وتوليد الحرارة وإطلاق الهواء...

2 、 تقنية توصيل الأكمام المحشوة ونقاط مراقبة الجودة الرئيسية
2.1 、 2.1 、 تركيب الأكمام نصف المحشوة في مصنع المكونات مسبقة الصب
- عملية التثبيت
- لف الخيوط على أطراف حديد التسليح
- توصيل خيوط حديد التسليح بالأكمام
- تثبيت الأكمام في القوالب
- تركيب أنابيب تصريف الجص
- فحص ممرات الجص بعد تكوين المكونات
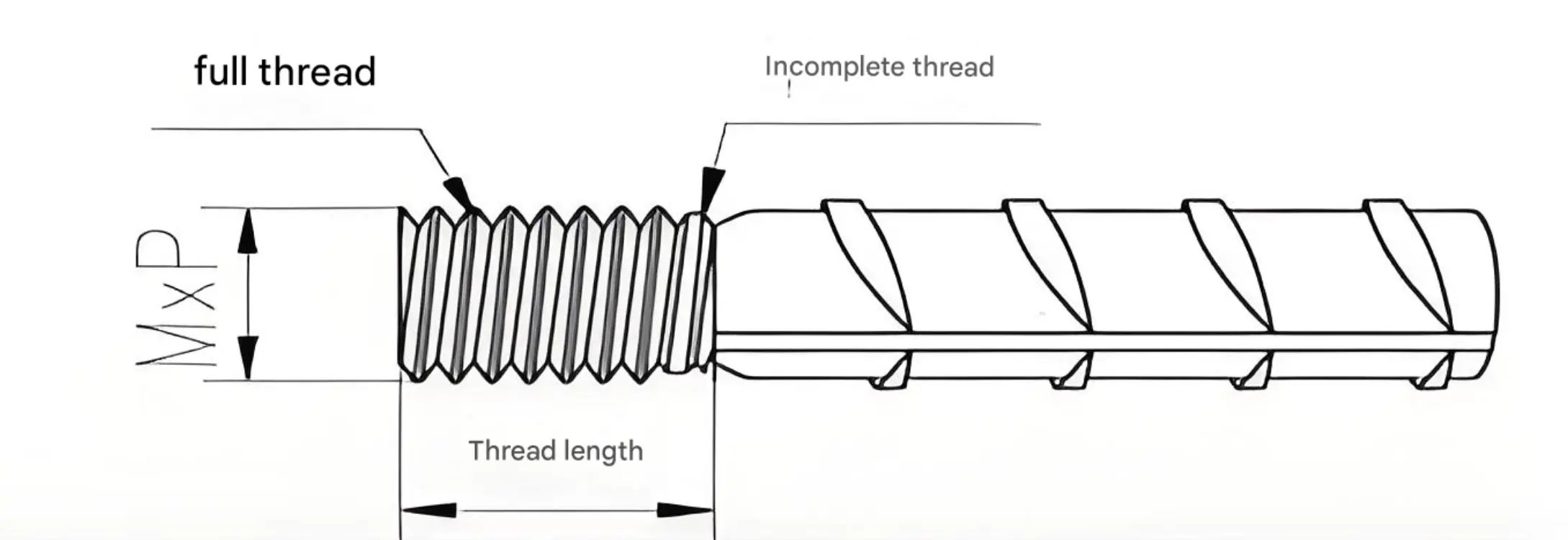
- العملية 1 : خيوط قضبان التسليح (عملية حرجة)
لقد أصبحت وصلات قضبان التسليح ذات الخيوط المستقيمة طريقة شائعة جدًا في البناء في الموقع في الصين، وينبغي أن تكون أسهل في مصانع المكونات.
ومع ذلك، فإن إهمال الاهتمام المناسب يمكن أن يؤدي بسهولة إلى الفشل في تلبية متطلبات قوة الشد!
المنتجات المعنية: أكمام اقتران الخيوط اللولبية المستقيمة المملوءة بالجص، وماكينات خيوط حديد التسليح.
ملاحظة: يجب أن يخضع الموظفون المشاركون في خيوط حديد التسليح وتركيب الأكمام لتدريب احترافي وأن يكونوا حاصلين على شهادات سارية المفعول.
نقاط التحكم الرئيسية لهذه العملية:
- يجب أن تكون أطراف قضبان التسليح مستقيمة ومستوية.
- يجب مطابقة ماكينات الخيوط ومعلمات المعالجة مع مواصفات خيط المقبس.
- يجب فحص معلمات جودة الخيط واعتمادها على النحو المطلوب.

- العملية 2 :وصلة قضبان التسليح إلى وصلة الأكمام المحشوة
- أحكم ربط الوصلة بين الطرف الملولب لحديد التسليح المؤهل وغطاء الحشو باستخدام مفتاح ربط. تحقق من أن طول اللولب المكشوف وعزم دوران الشد مطابق للمواصفات.
- قم بتكديس قضبان التسليح المثبتة بأكمام بشكل مرتب.


- العملية 3 : تكميم الجص وتثبيت القوالب
ضع طرف الأكمام في مواجهة القوالب مسبقة الصب وقم بتثبيتها باستخدام المثبتات الخاصة بالأكمام. (يصعب تأمين الأكمام ذات الأكمام كاملة الجص أكثر من الأكمام نصف الجص).
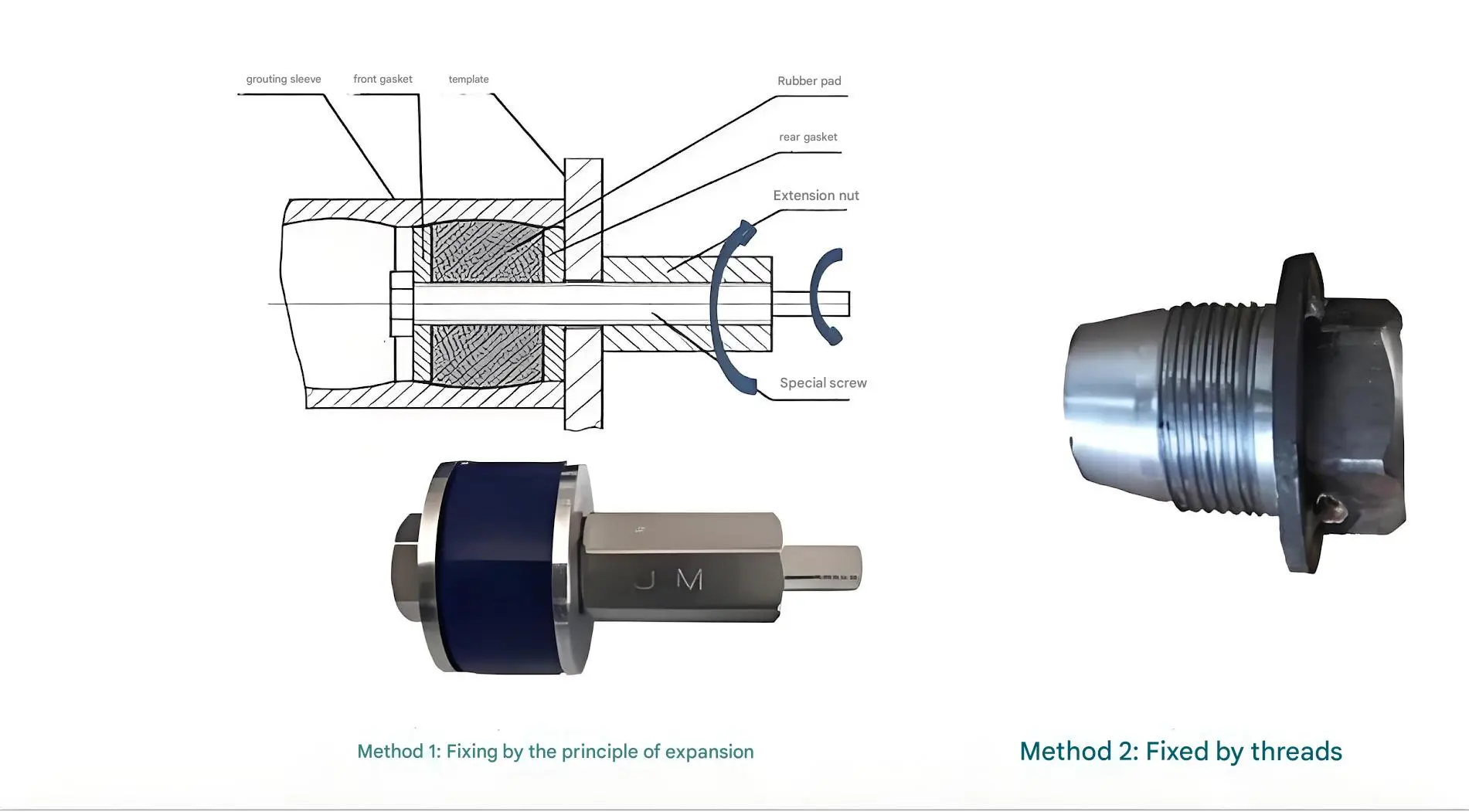
كما تستخدم اليابان في كثير من الأحيان مبدأ التمدد لتأمين أكمام الحشو. وتستخدم الصين طرق تثبيت مختلفة، ولكن يجب أن تضمن: 1 - دقة وضع الأكمام؛ 2 - عدم تسرب الجص.
- العملية 4 :تركيب أنابيب تفريغ الجص
هناك ثلاثة أنواع من أنابيب تصريف الطين التي يشيع وجودها: بولي كلوريد الفينيل, والأنابيب المموجة المطاطية المموجة، والخراطيم المرنة المقواة بأسلاك الصلب.

ملاحظة: يجب تثبيت أنابيب تصريف الجص بإحكام، وإذا لزم الأمر، ربطها لمنع الانفصال أو التسرب أثناء صب الخرسانة.
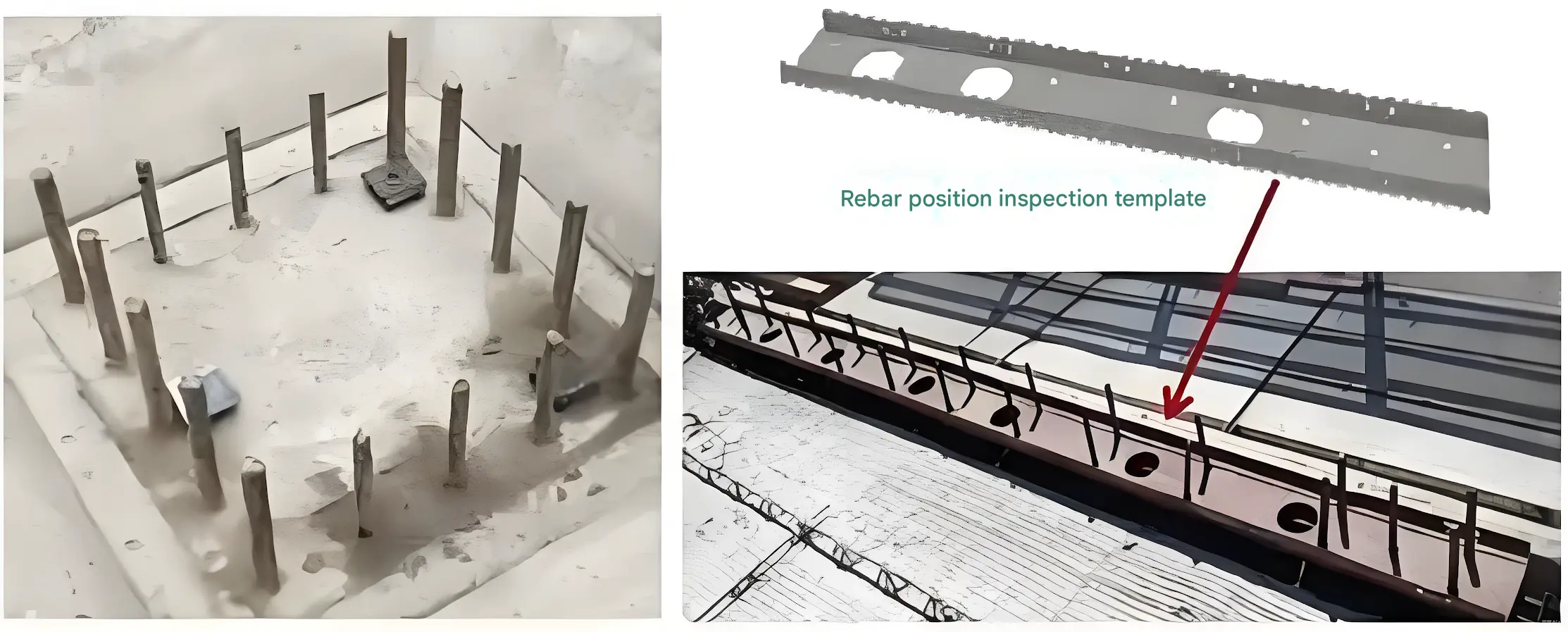
- العملية 5 :فحص قنوات الحشو بعد تشكيل المكونات
بعد تصنيع المكونات وقبل الشحن:
- تحقق من أن موضع جلبة الجص وطول قضيب التثبيت مطابق للمواصفات;
- افحص تجويف الأكمام وخطوط الجص وأنابيب التصريف للتأكد من عدم وجود عوائق أو أجسام غريبة.



ملحوظة: في التطبيقات الفعلية، حدثت حالات تم فيها العثور على أنابيب الحشو مسدودة أثناء التركيب في الموقع، مما أدى إلى إعادة عمل مكلفة تتطلب إعادة المكون بالكامل. تعزيز عمليات التفتيش في المصنع.
2.2 、 2 、 حقن الجص لأكمام الجدران والأعمدة في موقع البناء
العملية الفنية للتركيب في الموقع
- فحص نقاط التوصيل
- رفع المكونات وتأمينها
- إحكام إغلاق الوصلات الأفقية والتجزئة
- تحضير مادة الجص
- حقن الجص
- حماية عقدة ما بعد الحشو
العمليات الرئيسية خلال العملية بأكملها: 3. إغلاق الفواصل 4. تحضير خليط الجص 5. الحشو;
المنتجات المعنية: مواد الحشو ومركبات ختم المفاصل (ملاط الفراش) ومضخات الحشو الكهربائية، إلخ.
ملاحظة: يجب أن يخضع موظفو الحشو لتدريب احترافي وأن يكونوا حاصلين على شهادة سارية المفعول قبل بدء العمل.
- العملية 1 : فحص وإعداد نقاط التوصيل قبل رفع المكوّنات
1 、 فحص وصلة التعزيز:
- تحقق من طول قضبان التسليح المراد توصيلها باستخدام حافة مستقيمة.
- التحقق من الانحراف الموضعي للتقوية باستخدام القوالب.
- يجب أن تكون أسطح التسليح نظيفة وخالية من الصدأ الشديد والمواد الملتصقة.
2、تجهيز سطح توصيل المكونات
صندقة التحقق من موضع التسليح
- يجب أن يكون الجانب السفلي من وصلة الجص نظيفاً وخالياً من الملوثات.
- خلال المواسم الحارة والجافة، قم بترطيب أسطح الحشو للمكونات، ولكن تجنب تجمع المياه.
- العملية 2 : رفع المكونات وتأمينها
- ضع حشوات قابلة للتعديل بسمك 20 مم تقريباً على سطح قاعدة التركيب وقم بتسويتها.
- أثناء التركيب، يجب إدخال كل قضيب تسليح بارز من المكوّن السفلي في غلاف التوصيل الخاص بالمكوّن العلوي مسبوق الصب.
- قم بتأمين المكونات بعد التحقق من موضعها ورأسيتها.
- العملية 3 :إغلاق الوصلات أثناء الحشو المترابط متعدد الأكمام (عملية حرجة؛ قد يؤدي عدم تنفيذها بشكل صحيح إلى تسرب الجص)
1 、إغلاق الوصلات الأفقية بين مكونات المبنى - ملاط ختم الوصلات
- قم بتبطين الجانب الداخلي بالتسليح (خرطوم أو صفيحة فولاذية)، ثم ضع طبقة من الملاط بسمك 1.5-2 سم من الخارج (مع ضمان عدم انسداد فتحات الأكمام);
- بعد التطبيق، تحقق من أن القوة الجافة تصل إلى المستوى المطلوب وهو 30 ميجا باسكال تقريبًا قبل الحشو.
2 、إغلاق الوصلات الخارجية لألواح الجدران العازلة باستخدام شريط لاصق (شرائط قطنية مطاطية بلاستيكية)
- يتميز السطح الخارجي لجدران القص بألواح العزل EPS، مما يجعل الختم صعبًا. وعادةً ما يستخدم شريط العزل لهذا الغرض.
- يجب أن يكون شريط الختم سميكًا بما فيه الكفاية للحفاظ على قوة كافية بعد ضغطه إلى ارتفاع المفصل.
- يجب أن يكون شريط الختم غير ماص لمنع امتصاص الرطوبة من الجص، مما قد يسبب انكماشاً.

3 、 قبل رفع المكونات، يتم تثبيت شريط الختم على السطح المستوي للأساس السفلي. يجب تقسيم الوصلات التي يتجاوز طولها 1.5 متر إلى أقسام. يمكن تحقيق التقسيم باستخدام حشو المفاصل أو شرائط قطنية مطاطية بلاستيكية (رهناً بالموافقة على التصميم).
- العملية 3 - ختم الجص للحشو متعدد الأكمام المترابط (عملية حرجة؛ التنفيذ غير السليم قد يتسبب في تسرب الجص)
- عند عدم استخدام الحشو بالتجويف المترابط (أي الحشو بأكمام مفردة) - يحدد JGJ355 أنه يجب تركيب طبقة فراش من الجص. تتطلب هذه العملية التأكد من أن طبقة فرشة الجص مضغوطة بالكامل بعد تركيب المكونات، مما يمنع دخول مادة الجص إلى الأكمام.
- طريقة سنغافورة (عدد أقل من الأكمام):1 、 ضع مجموعة من مكونات الختم المرنة عند نقاط التوصيل المحجوزة لقضبان التسليح;
2 、بناء سد من الملاط حول محيط الوصلة المكونة;
3 、 بعد رفع المكونات إلى موضعها، قم بحشو كل غلاف على حدة أولاً، ثم قم بحشو وملء الوصلات الأفقية بشكل منفصل.

- العملية 4 :إعداد الجص (عملية حرجة)
1ـ التأكيد بشكل خاص على
الجص هو المنتج الأساسي لتوصيلات الجص. من الضروري اختيار مواد الجص التي خضعت لاختبار النوع ومطابقتها مع الأكمام أثناء إنتاج المكونات وقبولها.
2 、 مقاييس الجودة
المتطلبات الأساسية - متوافق مع المواصفة القياسية JG/T408 “الجص لتوصيلات الأكمام لقضبان التسليح”
محور التركيز الرئيسي للفحص والتحقق:
- قابلية التكيف مع تقنيات البناء. ويتضمن ذلك التحقق من عملية الصب للقوالب الفعلية من خلال عمليات الخلط والصب في مكونات المحاكاة؛ كما يجب التحقق من التوافق مع مضخات الحشو.
- الحساسية لدرجات الحرارة المحيطة. ومن الأمثلة على ذلك قابلية التشغيل (التماسك بمرور الوقت) في درجات حرارة الصيف التي تزيد عن 30 درجة مئوية والقوة المبكرة في درجات حرارة الشتاء التي تقل عن 10 درجات مئوية.
- العملية 3 :الأدوات الأساسية لبناء مواد الحشو:

- العملية 4 : خلط الجص 4 : خلط الجص
نسبة الماء إلى المادة - التزم بدقة بنسبة الماء إلى المادة المحددة في تقرير فحص المصنع لهذه الدفعة من المواد. وزن مادة الجص والماء بدقة. يوصى باستخدام ميزان إلكتروني لوزن مادة الجص وكوب قياس متدرج لقياس الماء. على سبيل المثال، نسبة الماء إلى المادة 11% تقابل 10 كجم من المادة الجافة بالإضافة إلى 1.1 كجم من الماء.
عملية الخلط : عملية الخلط :
- يُضاف الماء أولاً ثم تُضاف المكونات;
- تُخلط المكونات بالخلاط لمدة 3-4 دقائق حتى تتجانس تماماً.
- بعد الخلط، من الأفضل ترك الخليط لمدة دقيقتين تقريباً للسماح لفقاعات الهواء بالخروج بشكل طبيعي.

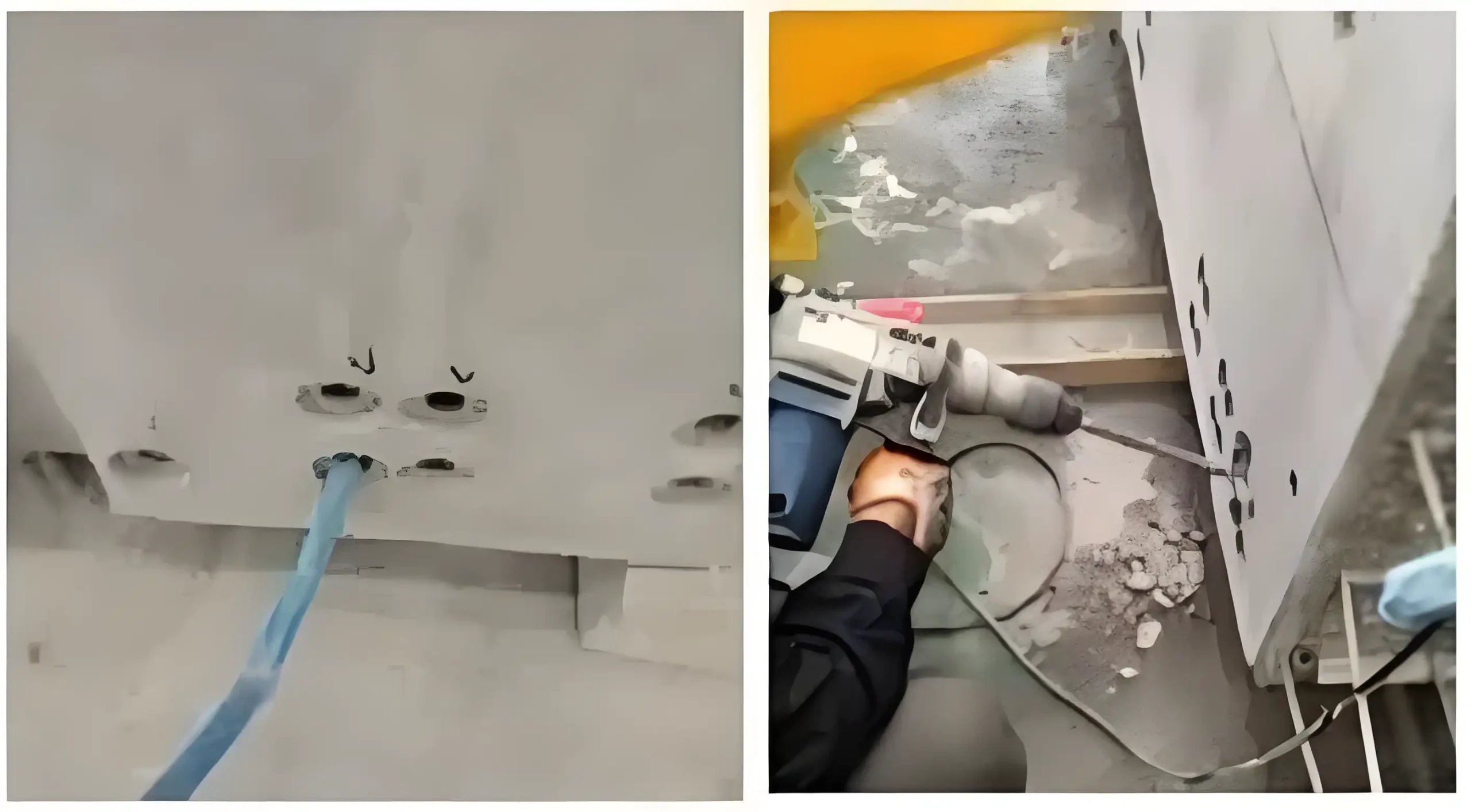
- العملية 5 :الحشو (عملية حرجة)
1ـ1ـ بناء الحشو
- لحشو الأكمام المفردة، يمكن استخدام مسدس الحشو;
- لحشو الوصلات المتعددة ككل، يمكن استخدام مضخة كهربائية;
- أثناء الحشو، يتم حقن الجص بالضغط في الغلاف من خلال فتحة الحشو السفلية. بمجرد أن يتدفق الجص من فتحة التفريغ العلوية، قم بإغلاقها على الفور باستخدام سدادة مخصصة. حافظ على ضغط الحشو أثناء الختم. عند سحب فوهة مضخة الحشو (المسدس) من فتحة الحشو، قم بإغلاقها على الفور.
- يُمنع منعاً باتاً حشو نفس الحجرة من موقعين أو أكثر في وقت واحد (قد يتسبب ذلك في حدوث جيوب هوائية).
2 、 فحص الجص
- قبل أن يتماسك الجص، افحص الوصلات التي تم حشوها، قبل أن يتماسك الجص. إذا تم اكتشاف أي تسرب، قم بمعالجته على الفور.
- بعد تثبيت الجص، تحقق من امتلاء الوصلة.
3 、إذا كان الحشو غير كافٍ، فيجب معالجته على النحو المطلوب.

- العملية 6 :حماية الوصلات بعد الحشو
- عند بدء عملية الحشو، قم بإعداد عينات اختبار قوة مادة الحشو في نفس الوقت. يجب عدم تحريك المكونات حتى تصل العينات إلى قوة 35 ميجا باسكال (عادةً خلال 24 ساعة).
- يجب تحديد إزالة الدعامة والقوالب بناءً على ظروف التحميل اللاحقة.

2.3 、 حشو أكمام العوارض في موقع التركيب
الإجراءات التشغيلية
- وضع علامات على أكمام الحشو وتركيبها
- رفع المكونات وتأمينها
- أكمام الموضع
- تحضير خليط الجص
- فواصل الجص
- حماية الوصلات بعد الحشو
خطوات العملية الرئيسية: 4. تحضير الجص 5. توصيل الجص
المنتجات المعنية: أكمام الجص، مادة الجص
التأكيد: يجب أن يخضع موظفو الحشو لتدريب مهني وأن يكونوا حاصلين على شهادة صالحة (كما هو مطلوب في JGJ355 6.1.3).
- العملية 1 :وضع علامة على أكمام الحشو وتركيبها
- استخدم علامة لتحديد عمق إدخال القضبان الفولاذية الموصلة. يجب وضع العلامة على الجزء العلوي من القضيب الفولاذي، مع التأكد من أنها واضحة ومقاومة للبهتان.
- أدخل الغلاف بالكامل على القضبان الفولاذية الموصلة في جانب واحد من العارضة مسبقة الصب.

- العملية 2 : رفع المكونات وتأمينها
- بعد رفع المكونات إلى موضعها وفقًا لمتطلبات التركيب، قم بتثبيتها بالدعامات.
- بالنسبة للمكونات ذات الوصلات ذات الجذر اللوتس، تأكد من أن سطح القاعدة نظيف وخالٍ من الملوثات قبل الرفع.




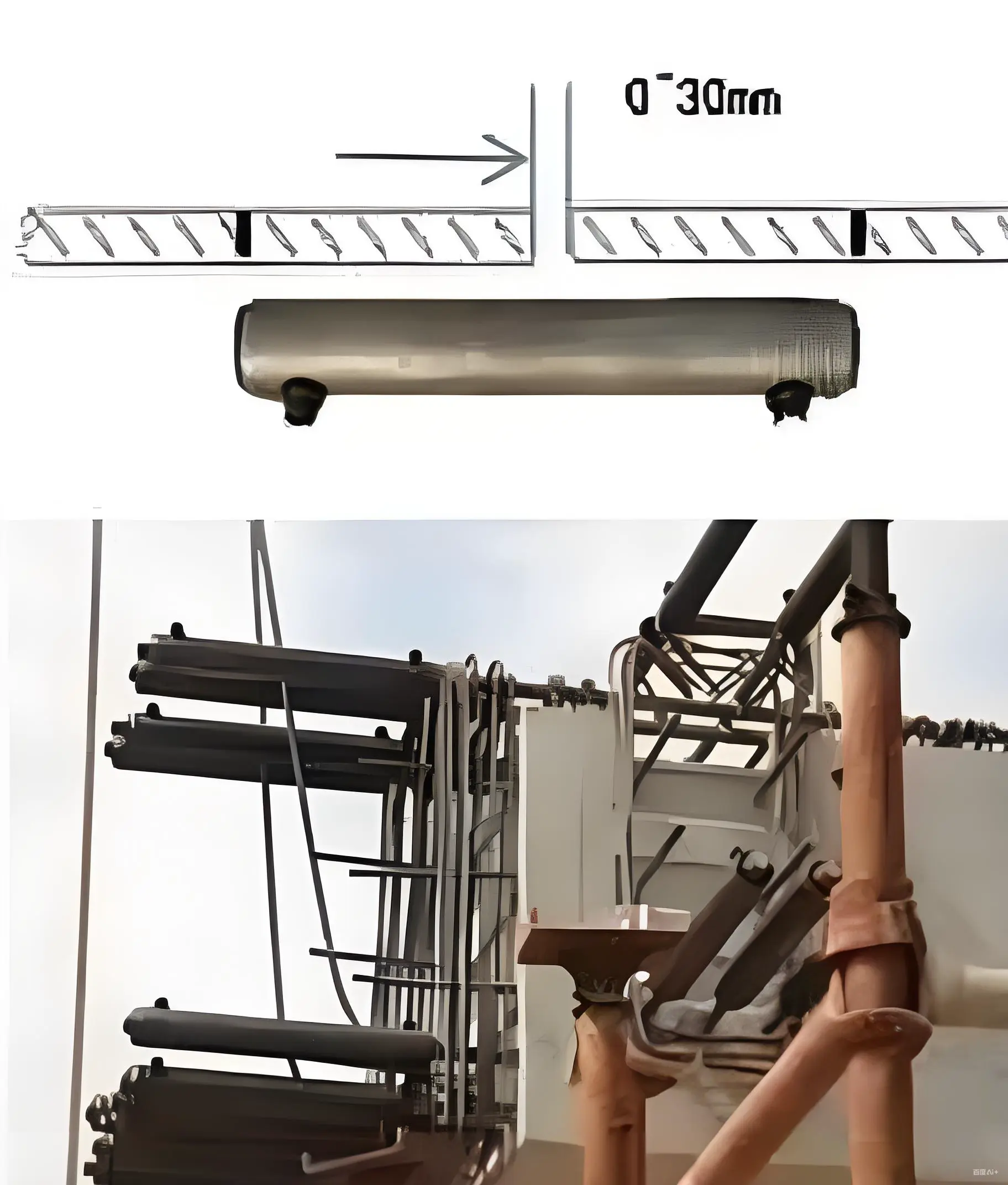
- العملية 3 :الكم في مكانه
1 、 بعد الرفع، افحص قضبان التسليح البارزة على جانبي المكونات التي تنتظر التوصيل.
- يجب أن تكون المحاذاة دقيقة، بحيث لا تتجاوز الانحرافات ± 3 مم;
- يجب ألا تتجاوز المسافات بين المكونات 30 مم;
- أي انحرافات تتجاوز الحدود المحددة تتطلب إجراءً تصحيحيًا.
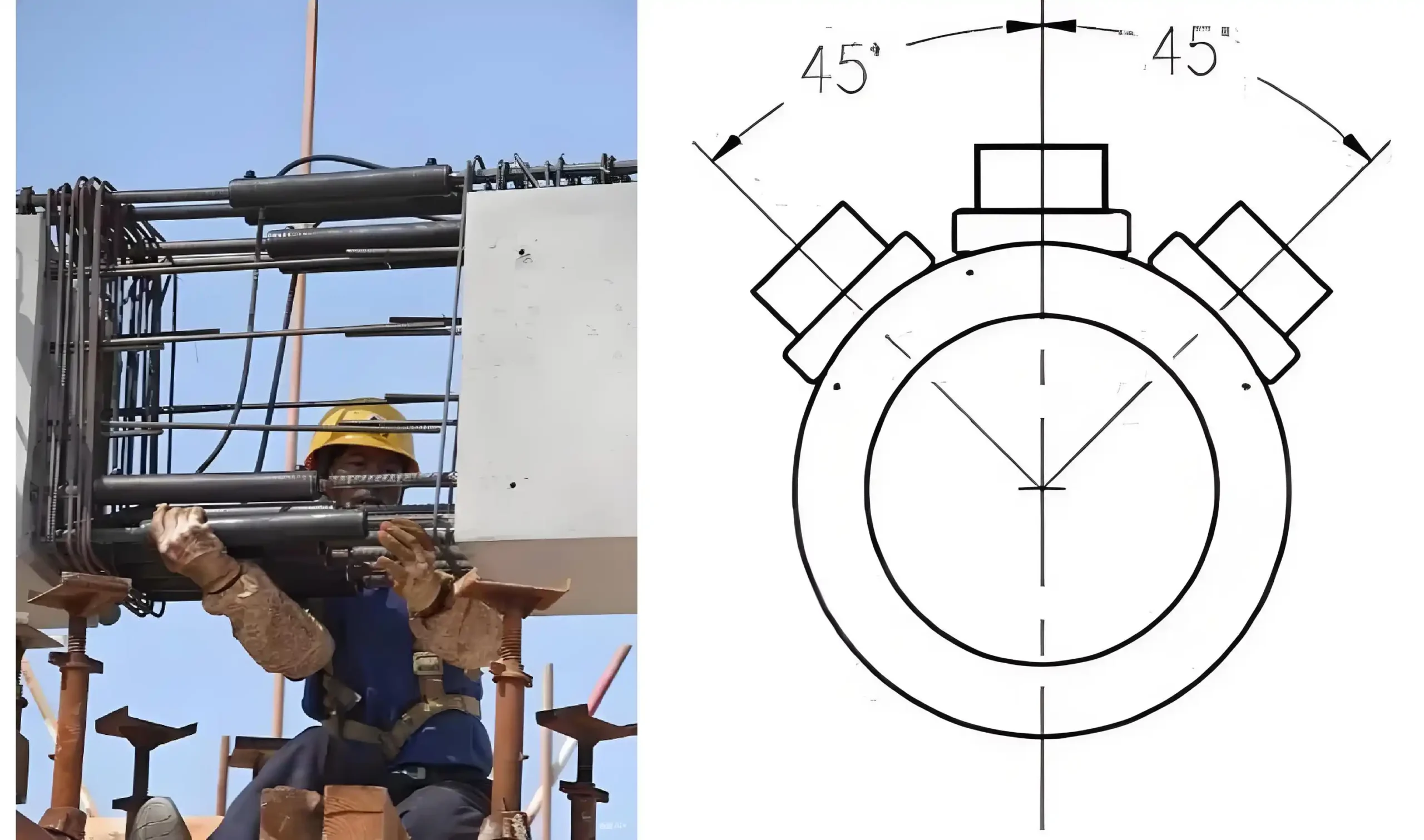
2 、 انقل الجلبة إلى المنتصف بين قضيبي التسليح المفصولين بالعقب وفقًا للعلامات.
- قم بتدوير الطرف مع حقن الجص ومفاصل التفريغ إلى موضع في حدود ± 45 درجة لأعلى لسهولة التشغيل.
- - افحص حلقات الختم على جانبي الغلاف للتأكد من سلامتها. في حالة تلفها، قم بإصلاحها باستخدام طريقة موثوقة (مثل التغليف بشريط لاصق صلب).
- - بعد وضع قضبان التسليح، اربط الركائز.

- العملية 4 : تحضير الجص (نفس العملية 4 في القسم 2.2)
- العملية 5 : توصيل الأكمام المخرمة (عملية حرجة)
1 、 الحشو 1 、 الحشو
- استخدم مسدس الحشو لحقن الجص في الغلاف من خلال أحد منافذ الحشو حتى يتدفق الجص من منفذ التفريغ في الطرف الآخر من الغلاف.
- بعد الحشو، تحقق من وجود تسرب في كلا الطرفين وعالجه على الفور.
- قم بحشو كل وصلة على حدة.
- يجب استخدام الجص في غضون 20 إلى 30 دقيقة بعد إضافة الماء والخلط لإتاحة الوقت الكافي لإجراء التعديلات الطارئة.
2 、 فحص التعبئة المشتركة
- بعد تثبيت الجص، افحص منافذ مدخل ومخرج الجص. يجب أن يكون السطح العلوي للجص المتصلب أعلى من الحافة العلوية للغطاء.

- العملية 6 :حماية الوصلات بعد الحشو
- يجب عدم الإخلال بالمكونات (أي لا يجوز إجراء أي أنشطة إنشائية لاحقة تخل بالمكونات) حتى تصل قوة عينات اختبار الجص المتزامن إلى 35 ميجا باسكال.
- بشكل عام، يجب أن تكون درجة الحرارة المحيطة بعد الحشو:
- فوق 15 درجة مئوية: خلال 24 ساعة;
- 5 درجات مئوية إلى 15 درجة مئوية: خلال 48 ساعة. - يجب تحديد دعم وتثبيت القوالب بناءً على ظروف الحمل التصميمي.
3 、 الملخص
1 、 تمثل وصلات الحشو بالأكمام تقنية بالغة الأهمية في الإنشاءات الخرسانية مسبقة الصب. ومن خلال سنوات من التطبيق العملي، وخاصة هذا العام، حظيت هذه التقنية باهتمام كبير في هذه الصناعة. ولكن كيف يمكن ترجمة هذا “الاهتمام” إلى نتائج ملموسة؟
تشمل التوصيات الرئيسية ما يلي:
- الحكومة - تنفيذ سياسات متخصصة لتعزيز الوصول إلى الأسواق والرقابة على المنتجات التقنية: وضع برامج اعتماد وتدريب مهنية للعاملين في مجال الحشو.
- المقاول العام - تنسيق اختيار الأكمام ومواد الحشو، وفرض رقابة صارمة. منع المصانع مسبقة الصب ووحدات الإنشاء من العمل بشكل مستقل أثناء عملية الشراء، وتجنب التسرع في عمليات الاقتران غير المتوافقة.
- - المصانع مسبقة الصب - تبني عقلية “قائمة على المصنع”، واستبدال الدقة على مستوى السنتيمتر في المصب في المكان بدقة على مستوى المليمتر. تعزيز إدارة استخدام الأكمام؛ يجب تدريب المشغلين قبل العمل وتعيين موظفين مخصصين لمراقبة الجودة.
- فرق البناء (أطقم الرفع) - مراقبة إجراءات الحشو بصرامة. اختيار الموظفين ذوي المهارات العالية لعمليات الحشو الذين خضعوا للتدريب، وتنفيذ تدابير فعالة لمراقبة العملية.
وعلاوة على ذلك، يمكن لطرق الفحص أن تشجع فقط على تحسينات البناء ولكن لا يمكنها تغيير نتائج البناء - أي أن “الجودة تُبنى ولا يتم فحصها”. ولذلك، فإن مراقبة العملية ذات أهمية قصوى.
كما ذكرنا سابقًا، تعتبر المعالجة في المصنع للأطراف الملولبة لحديد التسليح والحشو في الموقع من المجالات الرئيسية لمراقبة الجودة، حيث يكمن التحدي الرئيسي في الحشو في الموقع. لقد أثبتت الممارسة العملية أنه طالما أن القيادة على جميع المستويات تعطي الأولوية لهذا الأمر، وتحافظ على عقلية “الوصلات الصغيرة، التأثير الكبير”، وتختار المنتجات المؤهلة، وتضمن التحكم في جميع مراحل البناء، يمكن تلبية متطلبات توصيل الجص!



