


ماكينة إزاحة حديد التسليح
الوصف
ماكينات تقليب حديد التسليح تُستخدم في المقام الأول لمعالجة رؤوس القضبان الفولاذية المضلعة في مشاريع البناء، وتعمل كمعدات أساسية لتحقيق وصلات حديد التسليح. تصنف هذه الأجهزة بشكل رئيسي إلى ماكينات التشكيل على البارد أحادية الأسطوانة و ماكينات تشكيل رأس حديد التسليح مزدوجة الأسطوانة.
يجب استخدام ماكينات تدوير رؤوس حديد التسليح جنبًا إلى جنب مع ماكينات خيوط حديد التسليح. بعد أن يتم لف رؤوس قضبان حديد التسليح أولًا بشكل أكثر سمكًا عبر ماكينة التوجيه، فإنها تتطلب معالجة لاحقة من خلال ماكينة درفلة خيوط حديد التسليح. وهذا يعزز بشكل كبير من قوة وصلات الفولاذ الإنشائية. توفر ماكينة تدوير قضبان حديد التسليح هذه تشغيلًا مباشرًا، وسرعات معالجة سريعة، ونتائج عالية الجودة، مما يجعلها مناسبة لمشاريع البناء الصعبة مثل جسور الطرق السريعة، والسكك الحديدية عالية السرعة، والسكك الحديدية تحت الأرض، والأنفاق.

المعلمة التقنية ل ماكينات تقليب حديد التسليح
| الطراز | HDCJ-32S | HDCJ-40S | HDCJ-50S |
| نطاق الإزعاج: | D16-32 مم | D16-40 مم | D16-50 مم |
| قوة المحرك: | 7.5 كيلو واط | 7.5 كيلو واط | 11 كيلو وات |
| طول مزعج: | 3-5 سم | 3-5 سم | 3-6 سم |
| القدرة على العمل: | 15-20 ثانية/قطعة | 15-20 ثانية/قطعة | 15-20 ثانية/قطعة |
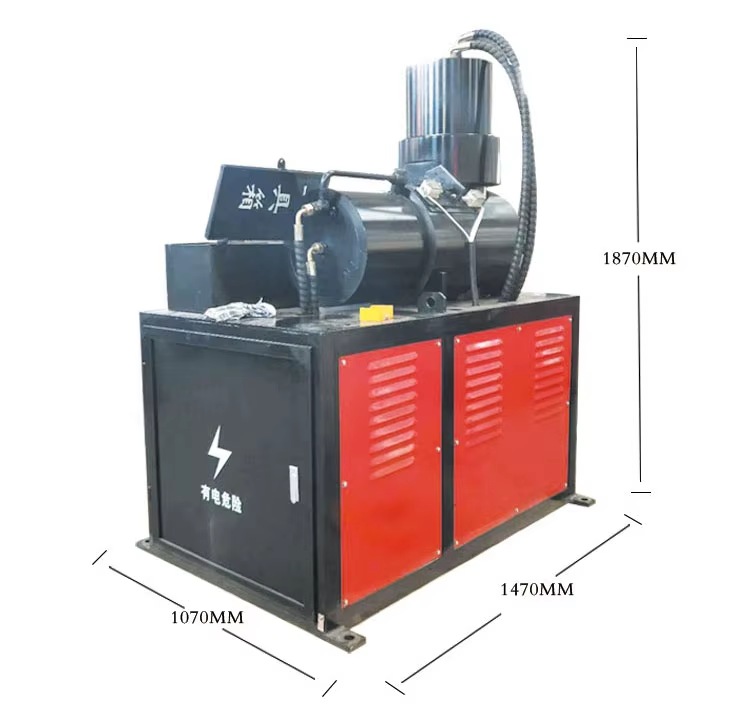
| حجم التعبئة (مم) | 1250 × 850 × 1650 × 1650 | 1250 × 850 × 1650 × 1650 | 1350 × 950 × 1750 × 1750 |
| الوزن | 980 كجم | 1200 كجم | 1500 كجم |
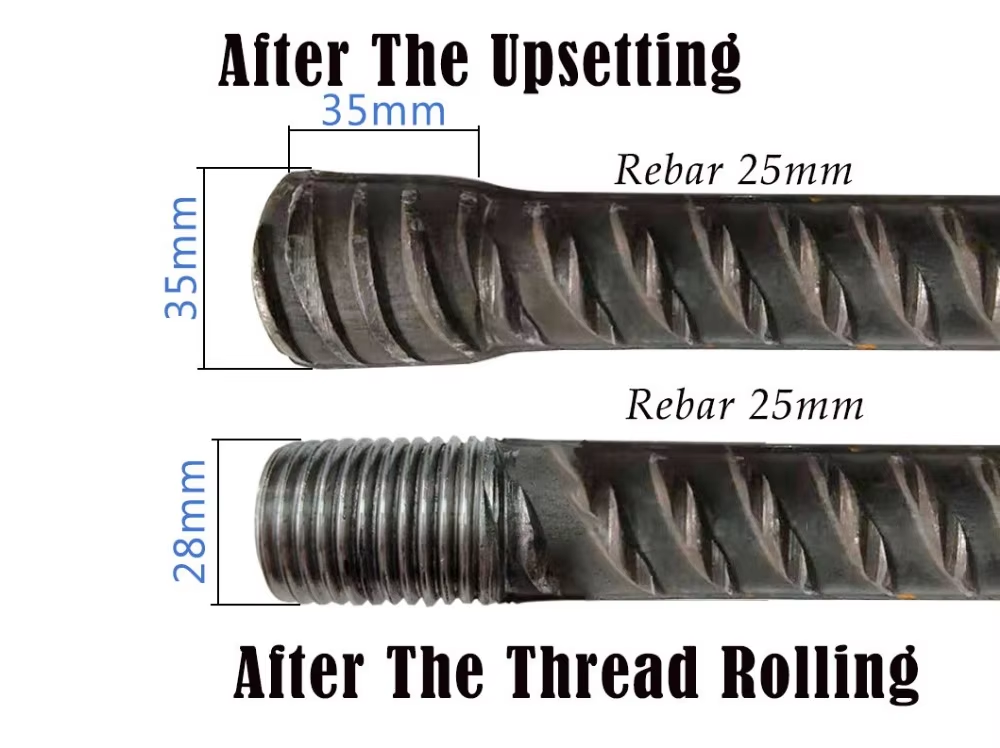
تأثير ما بعد المعالجة لماكينة خلخلة حديد التسليح
مبدأ عمل آلة الإزعاج
تتبنى آلة الإزعاج ذات الأسطوانة المزدوجة الهيكل الميكانيكي المكتمل بالبثق والتثبيت بشكل متزامن، وتستخدم مبدأ العنوان البارد لتشكيل القسم البلاستيكي مسبقًا من نهاية القضيب الفولاذي ليتم تشويهه بشكل خشن، بحيث يتم زيادة قطر القضيب الكبير لقسم المعالجة وزيادة القطر، وزيادة القطر الفعال. الكبير 4 ~ مم، تكون مساحة المقطع العرضي بعد الإزعاج أكبر بكثير من مساحة المقطع العرضي للمادة الأساسية الفولاذية الأصلية، مما يحسن بشكل كبير من قوة الشد للمفصل، ثم يتم بعد ذلك ربط الجزء السميك من قضيب التسليح، قبل توصيله بـ مقرنة حديد التسليح اللولبية المضطربة, وبالتالي تعزيز قوة الشد الكلية للتقوية.

7 ميزات آلة إزاحة قضبان حديد التسليح
1、عملية بسيطة: الجهاز سهل التشغيل، حيث يتطلب شخصًا واحدًا فقط لإكمال العملية. بمجرد وضع قضيب التسليح بشكل صحيح، يؤدي الضغط على مفتاح القدم إلى بدء التشغيل الأوتوماتيكي، مما يقلل من كثافة العمالة ويجعلها مناسبة للتشغيل المستمر.
2、تعزيز القوة: إن عملية التبريد على البارد يزيد من قطر أطراف حديد التسليح. وتتجاوز مساحة المقطع العرضي الفعلية بعد اللولبة مساحة حديد التسليح الأصلي، مما يضمن أن تفوق قوة الوصلة قوة المادة الأصلية. وهذا يحسن بشكل فعال من خصائص الشد والضغط للمفصلة، مما يجعلها مناسبة للمشاريع الحرجة ذات المتطلبات العالية القوة، مثل الجسور والسكك الحديدية تحت الأرض.
3、أداء مستقر: تظل قوة الوصلة غير متأثرة بعزم دوران الشد. حتى في حالة ارتخاء اللوالب أو إذا كانت اللوالب 2-3 لولبية غير مشدودة بإحكام، فإن قوة الوصلة لا تعاني من أي انخفاض كبير. يقلل هذا من تأثير التشغيل اليدوي وأدوات قياس عزم الدوران على أداء الوصلة، مما يضمن جودة توصيل متسقة.
4、اتصال سريع: يتميز بتصميم لولب خشن يتطلب عددًا أقل من اللفات ولا يحتاج إلى مفتاح عزم الدوران. التوصيل بسيط وسريع، مما يعزز كفاءة البناء بشكل كبير.
5、كفاءة إنتاج عالية: تحقق المعالجة السريعة في الموقع بالاضطراب في الموقع تصنيع رأس اللولبة الفردية في 30-50 ثانية فقط. يمكن لكل نوبة معالجة 400-600 رأس خيط، مما يلبي متطلبات البناء على نطاق واسع.
6、قدرة عالية على التكيف: يعالج مواصفات متعددة لحديد التسليح، وهو مناسب عادةً لقضبان حديد التسليح الملولبة من رتب HRB335 وHRB400 التي يتراوح قطرها من 12-40 مم، مما يلبي متطلبات توصيل حديد التسليح المتنوعة في المشروعات.
7、صديقة للبيئة وآمنة: لا تولد العملية أي تلوث، وتعمل دون أن تتأثر بالظروف البيئية أو المناخية، وتتميز بتصميم معدات مدمجة ومستقرة وآمنة للغاية.
التحضير للمعالجة الآلية المزعجة
1 、 1 、 عمليات ما قبل المعالجة
1. قم بتوصيل كابل الطاقة. مصدر الطاقة ثلاثي الأطوار رباعي الأسلاك. قبل التنشيط، تأكد من أن جسم الماكينة مؤرض بشكل صحيح.
2. املأ الخزان بالزيت الهيدروليكي حتى المستوى المطلوب، حوالي 75 لترًا. يمكن ملاحظة مستوى الزيت من خلال زجاج الرؤية.
3. تحقق من أن جميع المكونات تعمل بحرية.
2 、 2 、 تشغيل اختبار عدم التحميل
1. قم بتشغيل مصدر الطاقة واضغط على زر التشغيل. لاحظ ما إذا كان اتجاه دوران المحرك صحيحًا أم لا. إذا كان غير صحيح، قم بتبديل أي مرحلتين من مصدر الطاقة ثلاثي الأطوار.
2. قم بتشغيل أزرار التحكم ولاحظ ما إذا كان كل زر يعمل بشكل متناسق (ملاحظة: أخيرًا لاحظ التشغيل التلقائي).
3 、 تعديل الماكينة
1. قبل المعالجة، حدد القالب المناسب بناءً على قطر قضيب التسليح المراد معالجته.
2. استبدال القالب: قم أولاً بإزالة قوس الحد الأقصى للشوط، ثم اضغط على زر سحب الأسطوانة لإعادتها إلى وضع البداية، ثم اضغط على زر رفع الأسطوانة لرفع الأسطوانة السفلية إلى وضع البداية. قم بإزالة البراغي الموجودة على طرفي القالب العلوي لاستخراجها من المركز. بعد ذلك، قم بإزالة القالب السفلي وألواح التثبيت الطرفية لاستخراج القالب السفلي من المركز. قم بتركيب القالب المطابق لقطر حديد التسليح عن طريق عكس الإجراء أعلاه. تحقق مما إذا كان القالب العلوي يعمل بسلاسة؛ إذا لم يكن كذلك، قم بفكه وطحن الأسطح المنزلقة.



